

Cable Preparation | Essential Jointing & Terminating Aspects of MV Cable Preparation
Published 10 Jan 2020

CABLE PREPARATION
With every MV cable accessory, the cable being jointed or terminated forms a vital and integral part of the completed cable joint or cable termination.
The early stage of accessory installation is preparation of the cable ends. There is nothing more important than to do this part of the work accurately and skilfully.
Before starting work to prepare the cable ends, it is essential that an adequate length of cable outer sheath near to the working area is thoroughly cleaned and dried and kept in this state throughout the installation procedure.
For some types of MV cable accessory there is a requirement to ‘park’ components on the cable prior to installing them in their final position.
Even if the cable sheath is clean, it is good practice to cover the section of sheath where accessory components will be parked. For this purpose some manufacturers recommend using the plastic bags that components were supplied in.
Techniques involved in the preparation of cables are quite different for paper cables and polymeric cables. The following two sections highlight the most important steps for each MV cable type.
Cable Innovation Tools & Accessories for Low & High Voltage Power Systems
THORNE & DERRICK are Specialist Distributors of LV HV Cable Jointing, Earthing, Substation & Electrical Eqpt up to 66kV – this includes the most extensive range of Ex Stock Innovation Tooling to facilitate safe and reliable preparation, termination and installation of cables.

Preparation of polymeric cables
Compared with paper cables, polymeric cables appear easy to work with. They have no oily impregnating compound, are generally lighter in weight and more flexible.
The perception that the technology change from paper to polymeric cables has ‘de-skilled’ the installation process has probably contributed to a more casual approach to training of cable jointers. The result, seen by those who investigate accessory failures, is that the great majority of failures involving polymeric cables could easily be avoided by accurate and good quality cable preparation.
Many special tools are available to assist the correct preparation of polymeric cables for jointing and terminating. The use of special jointing tools will make the job easier, safer and less likely to result in serious error.
The cable outer sheath will probably have metallic components immediately under it, or may be bonded to an aluminium laminate. In each case use an appropriate sheath removal tool rather than an unguarded knife. The appropriate tool will help prevent damage to the underlying component, which may typically be copper wires, copper tape or armour wires.
In the case of cables with aluminium laminate sheaths, the special tool should include the capability for preparing the sheath for an earth bonding connection if required. Figures 15-17 show tools designed to aid the removal of plastic cable sheaths.

Figure 15 – Sheath removal tool

Figure 16 – Using a sheath removal tool

Figure 17 – Sheath removal tool for cables with aluminium laminate sheaths
Depending on the design of cable, whether single-core or 3-core, there may be other layers to remove before the black conductive screen (‘semicon’) of the phase core is exposed.
Removal of the black conductive semicon screen layer covering the insulation is a critically important stage in the preparation of polymeric cables. This screen layer is extruded together with the insulation and the inner conductor screen. Its thickness is generally between 0,3 mm and 0,6 mm and there are two types used in modern MV cables.
These are:
- ‘peelable’ (non-bonded) screens which can be peeled away from the insulation to leave a smooth clean surface, and
- ‘bonded’ screens which, as the term implies, are firmly bonded to the insulation and can only be removed using a tool which cuts off the screen layer but leaves an acceptably smooth insulation surface.
A third type of screen found in some older generation MV cables comprises a conductive paint or ‘varnish’ applied to the insulation surface and covered with an overlapped conductive fabric tape. Removal of this type of screen is mentioned on a later page.
Techniques and tools for screen removal are quite different for each type, but the important rule for both is:
- NEVER use an unguarded knife. This includes broken glass and any other object with a sharp unguarded edge.
If an unguarded knife is used, there is a very significant risk of cutting into the insulation at the screen edge. A knife cut may be invisible but will almost certainly become a future failure site, possibly immediately the cable system is energised but certainly after several months or years. The knife cut will likely be a site of partial discharge activity which would probably be detected if analytical tests were applied to the system before or during service.

Figure 18 – Knife cut into the insulation surface caused by use of an unguarded knife
For peelable screens, the technique is to make spiral or longitudinal cuts into the screen to a depth less than its thickness, allowing the layer to be removed in one or more strips to the dimension given in the installation instruction. Depth-guarded knives made for this application can be adjusted for various cutting depths. A vital step before using any guarded knife tool is to set the cutting depth appropriate to the thickness of the screen layer.
This is best done by experiment using a spare length of the same cable.
The cable cutting depth must be sufficient to allow the screen to be peeled but must not penetrate the full depth of the layer.
Some MV accessory manufacturers and users recommend removing a ring of peelable conductive screen material at the screen edge position using a round file. This is done before removing the rest of the screen layer. The file is used carefully and uniformly around the cable until the underlying insulation is just visible (see Figure 19). The claimed advantage is that no knife is involved so there is no danger of cuts in the insulation at the screen edge.
The unwanted screen length may then be peeled away after scoring the material with a guarded knife or other suitable tool (see Figures 20 and 21).

Figure 19 – Using a round file to create a screen edge

Figure 20 – Using a depth-guarded knife to score the screen

Figure 21 – Peeling strips of screen

Figure 22 – Finished screen edge and smooth
The result should be a clean screen edge and smooth insulation surface, as shown in Figure 22.
For bonded screens, many special tools are available. The most popular and successful tools all work on the same principle. After setting up the tool according to the diameter over the screen and the screen depth, the tool is moved in a spiral motion from the cable end to the screen cut position. As in the case of peelable screen tools, the tool should preferably be correctly set by experiment using a spare length of cable.
Figures 23-25 show a screen removal tool in use.
")
Figure 23 – Setting the correct cutting depth etc at the cable end (if no spare is available)

Figure 24 – The tool moves in a spiral motion along the core
In order to remove enough but not too much insulation, a practical guide is to set the removal tool so that the strip being removed shows ⅔ black screen and ⅓ insulation across its width (see Figure 25).

Figure 25 – This cutting tool creates a tapered screen edge at the selected position
Other bonded screen removal tools are shown in Figure 26.

Figure 26 – Spiral cut bonded screen removal tools
The essential result after using the tool is:
- complete removal of the screen layer without removing more than a very thin layer of insulation;
- screen edge free from projections or filaments;
- smooth insulation surface with no remaining conductive material.
Figures 27-29 show three examples of unacceptable screen edge quality resulting from incorrect use of a screen removal tool. In all cases there would be raised electric stress at the irregularities in the screen edge, probably leading to early-life failure of the accessory.

Figure 27 – Irregular conductive screen edge caused by incorrect use of the removal tool

Figure 28 – Irregular edge of peelable screen
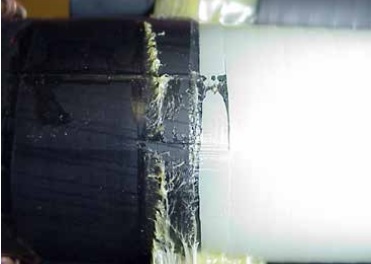
Figure 29 – Incomplete removal of conductive screen material from insulation surface
The quality of the screen edge is vital to the performance of the accessory in service. Irregularities or knife cuts into the insulation are positions of raised electric stress which will inevitably result in early-life failure. Installers must be aware of this and pay great attention to this stage of the accessory installation process.
Figure 30 shows an unacceptably rough insulation surface caused by an incorrectly set screen removal tool or gross misuse of the tool by the installer. It is good practice to smooth any minor surface roughness using abrasive cloth (preferably aluminium oxide type).
The degree of surface roughness shown in Figure 30 is, however, beyond any reparatory treatment.

Figure 30 – Extremely rough insulation surface resulting from incorrect setting and/or misuse of screen removal tool
It is good practice to make available a short length of ‘waste’ cable core to adjust and check the tool setting, and become familiar with its use.
After cutting the core (conductor and insulation) to length, removal of the insulation to fit the connector will be made easier using the appropriate special tool. If a knife is used, great care should be taken to achieve a straight cut edge and avoid scoring the surface of the conductor.
Cutting into XLPE insulation with a knife is made easier if the insulation is warmed. Figure 31 shows spiral cut insulation removal tools in use.

Figure 31 – Spiral-cut insulation removal tools in use
Some accessories, especially for higher voltage cables, may require that the edge of the insulation is chamfered (tapered). Tools such as those shown in Figure 32 are available for this purpose.

Figure 32 – Tool for chamfering the insulation edge
Before installing components of the joint or termination, the prepared cable core should be cleaned to remove any dirt or other contaminants. This should be done using clean cloths and a recommended cleaning agent. Wiping of the insulation should always be done towards the conductive screen. A cloth that has been wiped over the screen should be discarded and replaced with a clean one. Similarly, the connector should be wiped without allowing the wiping cloth to contact the insulation surface.
Some older polymeric cables do not have an extruded conductive screen. The screen in these cables will probably be a black conductive graphite-based ‘paint’ covered by a conductive fabric tape. To prepare a screen edge, the tape is unwound and fixed at an appropriate position back from the screen edge position. The exposed conductive paint is then masked with tape and the conductive paint is removed to the screen edge position using a recommended solvent.
Preparation of paper cables
Because paper cables are no longer installed as standard in European MV networks, installers will probably only have to work with them when making transition joints to newly-installed polymeric cable. Installers who are not familiar with paper cables should take special training before working with them.
The paper cable to be jointed may have been in the ground for several decades, working reliably while undisturbed. Paper is a natural material and suffers from ageing as a result of long term exposure to raised temperature during service. The most damaging result of ageing is embrittlement of the paper tapes, making them likely to crack or break when the cable core is moved. Broken insulating papers will significantly weaken the electric strength of the insulation as a whole. The following is best practice when handling paper cables.
- Handle with care when positioning the cable. Steel armour layers may have been weakened by long-term corrosion and may not offer mechanical support to the cable.
- Do not bend the cable any more than is strictly necessary. Remember that the paper insulation will be more brittle than when the cable was made. Bending the cable imposes mechanical forces on the individual paper layers. If the paper tapes crease or crack, the cable insulation will probably fail during service.
- Remove the metallic sheath only when necessary. Once the paper insulation is exposed it will absorb moisture and become electrically weaker. Beyond this point installation work should proceed without delay.
- If possible, do a moisture test on the paper insulation to prove that it has not been exposed to the environment. If the insulation proves to be ‘wet’, installation work should not proceed. If possible, avoid working with paper cables in very cold temperatures because the paper tapes will be more vulnerable to cracking.
- With 3-core cables, support the cable crutch when separating and setting the cores into position. Support the crutch with a firm hand or wrap it with strong cloth tape. A common mode of failure in 3-core transition joints is electrical breakdown in the paper cable crutch due to over-bending of the cores causing damage (cracking, splitting, creasing) to paper insulation layers.
Figure 33 shows one method for removing a lead sheath. Whatever sheath removal method is used, it is essential to avoid any damage to the underlying paper insulation. Because the paper surface is likely to be covered with sticky compound it must be thoroughly protected against contamination during the installation process.

Figure 33 – A technique for removing lead sheaths

Further Reading
- Cables | MV Paper Insulated v MV Polymeric Insulated Cables
- The Installation Site | MV Cable Joints & Cable Terminations
- First Steps | MV Joints, Jointers & Initial Considerations
- Conductor Connectors | Crimp v Mechanical Connectors with Joints & Terminations
- Earth Bonding | Joints & Terminations & Overheating Prevention
- MV Cable Accessory Technologies | Heat Shrink, Cold Shrink & Push-on
- MV Cables & Causes of MV Cable Failures
- MV Cables | Electric Field & Stress Control

LV, MV & HV Jointing, Earthing, Substation & Electrical Eqpt
Thorne & Derrick International are specialist distributors of LV, MV & HV Cable Installation, Jointing, Duct Sealing, Substation & Electrical Equipment – servicing UK and global businesses involved in cable installations, cable jointing, substation, overhead line and electrical construction at LV, 11kV, 33kV and EHV.
THORNE & DERRICK Product Categories: Duct Seals | Cable Cleats | Cable Glands | Electrical Safety | Arc Flash Protection | Cable Jointing Tools | Cable Pulling | Earthing | Feeder Pillars | Cable Joints LV | Joints & Terminations MV HV


