The following cable replacement tutorial has been republished with kind permission of Martha Davis (Senior Director of Content – T&D World and Utility Analytics Institute) from Transmission & Distribution World and their video sponsorBurns & McDonnell.
Burns & McDonnell is a full-service engineering, architecture, construction, environmental and consulting solutions firm, based in Kansas City, Missouri.
Transmission & Distribution World’s mission is to provide utility executives, managers, engineers, supervisors, operators and linemen with must-read information on:
Design
Engineering
Construction
Operation
Maintenance of the Electric Power-Delivery Systems
This includes an in-depth understanding of transmission, distribution, substations, automation and power flow control.
Want to learn how to perform tasks in the field?
T&D How videos are real-life and shot-on-site, showing transmission and distribution crews and cable splicers at work.
cable replacement project begins
Video: Kansas City Power & Light (KCP&L) crews begin a cable replacement project at the Meritex Caves in suburban Kansas City.
In Part 1, the crew installs new cable between an above-ground enclosure and a three-phase distribution pole. The linemen crew in the bucket truck prepare a copper cable feed from overhead to underground – a boom is used to enable a vertical cable lift by attachment to a wire mesh Kellem cable grip. The cable pull positions the cable onto the pole. AnAlteccable pulling frame supports the cable pull into the underground cable duct.
Cable Replacement | termination
Video: In Part 2 we watch crews install a new di-electric switch in the caves below ground and pull cable from above ground, then create new splices into the switch.
See the engineers use “noisy sticks” to provide electrical safety check procedures for voltage detection and isolate the high voltage switching cubicles. The solid-dielectric-in-air fault interrupting switch is positioned for the cable splicer to commence cable termination.
The cable termination process starts with the “tamping down” of the neutrals prior to sliding on the cold shrinktube and separable tee-connector cable termination. Semi-conductor insulation is peeled back and cable insulation cut away with the aid of a heat shrink gas torch to soften the insulation layer. Compression style crimp lugs are terminated onto the cable using battery crimping tools as the cable is connected to the switch.
cable splicing
Video: In Part 3 a splicing crew installs new splices at the enclosure feeding power from the distribution pole to the caves underground.
See the cable splicer working 6 cables into the enclosures from the pole – peeling back the cable outer jacket on the concentric neutrals and installing protective water-sealing mastic and cold shrink. Clearances are measured and heat source used to expose cable imperfections, such as cuts, which can then be located and removed by sanding.
The medium voltage cable is terminated to the neutral busbar using separable elbow tee-connectors. Dummy caps are installed and used to test the ground wires.
3m scotch tape for electrical insulation
Video: In Part 4 crews go up on the distribution pole to create new splices and secure the grounding wire.
The distribution pole has been re-cabled and ready for connection as the cable phases are designated A, B and C by the linemen/splicers and prepared for termination.
Watch the electrical taping techniques of the experienced cable jointer using 3M Scotch 33 tape to provide electrical insulation layers to the cable – neutral tails are taped up and switches opened up to begin the cable connection.
Video: In Part 5 the crew adds jumpers and closes the switches to energise the line, bringing power from above ground to 80 feet under in the Meritex Caves, using new and larger cable to meet increased electrical demand.
Watch the linemen and cable splicers “running the tops”, use “pelicans” (hotline clamps) and wire brushes to clean thoroughly. Fault indicators are applied and “beat-on” wedge connectors installed by hammer. The “pelicans” are connected to the switch pins and a drop-out wire installed down from the arrester. Lastly, cable tags are used to provide identification to the medium voltage cables allowing energisation of the cable once switches are closed using switch sticks.
Thorne & Derrick are national distributors of LV, MV & HV Cable Installation, Jointing, Substation & Electrical Equipment – servicing businesses involved in cabling, jointing, substation, earthing, overhead line and electrical construction at LV, 11kV, 33kV, 66kV and EHV. Supplying a complete range of power cable accessories to support the installation and maintenance of low/medium and high voltage power systems:
The Ripley Tool’s compact and adjustable design accommodates a wide range of cable diameters (18 to 60mm) and semi-conductor thickness of up to 2.4mm.
The unique blade shape preserves the smooth surface on MV-HV cable insulation, eliminating the need for deburring or additional surface finishing – the optimal stability design of the cable jointing tool securely supports cables with diameters from 0.71″ to 2.36″ (18 mm to 60 mm) throughout the shaving operation.
The cable cutting blade depth is easily adjustable in increments of .1″ to achieve the perfect depth.
The US02’s unique blade shape provides a smooth surface finish with a bevelled semi-con edge and eliminates the need for any additional features.
Engineered to improve workplace safety and cable preparation the US02 tool replaces the use of traditional cable jointers knives. The cable tool is ergonomic in design and increases efficiency by providing greater leverage and reducing hand strain.
Multiple contact bearings securely cradle the cable and provide stability throughout the shaving operation to ensure accuracy for preparing cables prior to jointing and termination.
Four speed positions optimise performance and a stop position easily squares of the edge without the need for an additional clamp. If necessary the factory set blade can be quickly and easily replaced.
The Utility Tool US02 is the fastest, safest and most accurate tool for removing bonded semi-con from MV HV power cables.
Ripley US02 Utility Cable Tool
US02 Utlity Cable Tool
Features & Benefits
Compact design accurately removes semi-con within 1.18″ (30 mm) of the jacket on mid-span and end stripping applications
Precision blade depth adjusts in increments of 0.004″ (0.1 mm)
Adjusts for 0.71″ to 2.36″ (18 mm to 60 mm) cable diameters with semi-con thicknesses up to 0.095″ (2.4 mm)
A revolving ergonomic handle & accessible adjustment knobs reduce effort & potential strain from repetitive shaving functions
Stop position squares off the edge to complete the shaving operation without the need for an additional clamp
Factory-set blade is easily replaced
Cable Compatibility
Primary Distribution Underground
Cable Access
Mid-Span, End
Min. Cable Outer Diameter
0.71″ (18 mm)
Max. Cable Outer Diameter
2.36″ (60 mm)
Min. Voltage
5 kV
Max. Voltage
35 kV
Insulation Thickness
Up to 0.095″ (2.4 mm)
Material
Aluminum
Length
6″ (152.4 mm)
Weight
1 lb 8.6 oz (698.5 g)
Replacement Blade Part #
US02-7501
Compatibility
Tool Part Number
Cable Voltage
Cable Size ø
Semi-con Thickness
Chamfer Angle
Replacement Blade Part
US02
5kV to 35kV
0.71″ to 2.4″ (18 to 60 mm)
Up to 0.095″ (2.4mm)
12″
US02-7501
Unique blade shape leaves surface of insulation extremely smooth
Extra rollers provide tool stability on a range of cable sizes
Winding pin keeps semi-con strip from getting in the way
Equipped with four speed positions to optimise performance
RIPLEY US02 OPERATING INSTRUCTIONS
The cable jointer should retract the cutting blade to its highest position by turning the blade adjusting knob counterclockwise
Open the cable tool and locate the cable end at the taper transition on the blade. Secure the cable in the tool (Fig. 2a, 2b)
Turn the blade adjusting knob clockwise until the blade touches the semi-con screen of the MV HV cable
Set the feed lever into a stripping position. #1 is a conservative feed
Rotate the tool on the cable. As the tool advances on the cable, observe the semi-con chip and re-adjust the blade depth for a minimal thickness of insulation removal and an optimal shaving result
The feed lever can be re-positioned diagonally toward the #2 for a more aggressive feed or fully at the #2 for the fastest feed. The feed can be backed down by moving the lever diagonally toward the Stop position
Observe the shaved semi-con strip during operation. During the shaving process, do not allow the strip to get caught under the cable rollers. This will disturb the shaving result. A convenient technique is to wind the shaved semi-con strip around the tool bar handle while shaving (Fig.3)
Another option is to guide the strip around the shaved insulation using the winding pin. (Fig.4)
After shaving to the desired length, move the feed lever to the stop position. Make one full turn to finish the shaving. Remove the tool from the cable
Ripley US02-7000 Operating Instructions
Thorne & Derrick
Thorne & Derrick are national distributors of LV, MV & HV Cable Installation, Jointing, Substation & Electrical Equipment – servicing businesses involved in cabling, jointing, substation, earthing, overhead line and electrical construction at LV, 11kV, 33kV, 66kV and EHV. Supplying a complete range of power cable accessories to support the installation and maintenance of low/medium and high voltage voltage power systems:
Ali Sepehri is a qualified and experienced Switchgear Sales Engineer and technical authority.
He has a remarkable understanding of all the engineering concepts and has been working for more than 15 years in different aspects of the engineering process including sales engineering, production, development and research in high voltage and medium voltage circuit breakers and disconnector switch and gas-insulated switchgear (GIS).
Transient Recovery Voltage
Transients caused by switching operations in linear systems can be analyzed by using the superposition principle. The switching process caused by an opening operation is obtained by adding the steady-state solution, which exists prior to the opening operation, and the transient response of the system that results from short-circuiting voltage sources and open-circuiting current sources to a current injected through the switch contacts.
Since the current through the switch terminals after the operation will be zero, the injected current must equal to the current that was flowing between switch terminals prior to the opening operation. When the contacts of a switch start to open a transient voltage is developed across them. This voltage, known as TRV, is present immediately after the current zero and in actual systems, its duration is in the order of milliseconds.
A good understanding of the transient phenomena associated with circuit breaker operations in power systems has led to improved testing practice and resulted in more reliable switchgear. Recommended characteristic values for simulation of the TRVare fixed in standards.
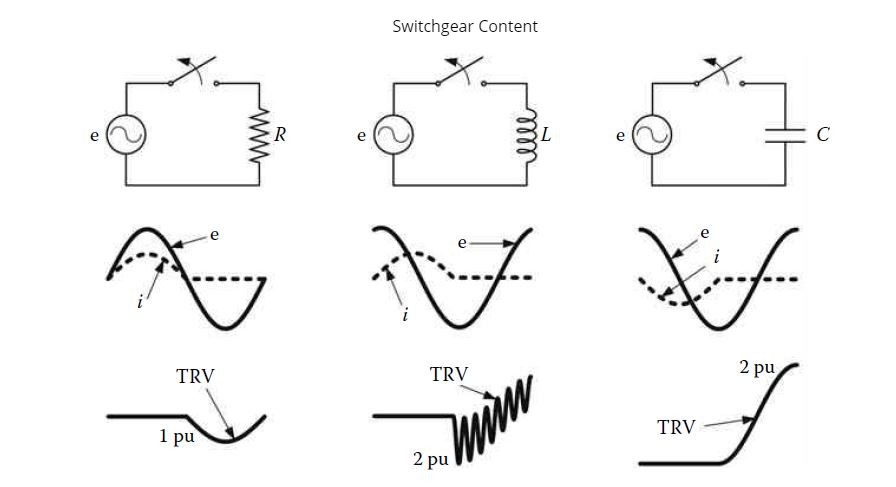
In the Figure below you see TRV circuit breaker terminals when interrupting the current in very simple circuits. Observe the different waveshape that appear in each case. The representation of each circuit is that depicted in the figure, except for the interruption of the inductive current since in this case the current zero occurs when the voltage across the inductor terminals is maximum, and a capacitive element is needed to account for the trapped charge. The latter oscillation is caused by the energy transfer between the inductor and the capacitor. Although real systems are much more complex than the circuits analyzed above, these cases show that switching under normal operating conditions can be categorised as resistive, inductive, and capacitive.
The interruption of small currents can lead to situations that are known as current chopping and virtual chopping. If the current is interrupted at current zero, the interruption is normal and the TRVs are usually within the specified values. However, if a premature interruption occurs, due to current chopping, the interruption will be abnormal and it can cause high-frequency reignitions and overvoltages.
When the breaker chops the peak current, the voltage increases almost instantaneously, if this overvoltage exceeds the specified dielectric strength of the circuit breaker,re-ignition takes place. When this process is repeated several times, due to high-frequency reignitions, the voltage increase continues with rapid escalation of voltages. The high-frequency oscillations are governed by the electrical parameters of the concerned circuit, circuit configuration and interrupter design, and result in a zero-crossing before the actual power-frequency current zero.
In the figure below compares the load side voltage and the TRVs that are generated when arc interruption takes place at current zero and before current zero (current chopping), respectively. It is obvious from this example that the second case is more severe. The importance of current chopping can be easily understood by neglecting the influence of losses at the load side. After current interruption at current zero, the energy stored in the load side is the energy stored at the capacitance, whose voltage is at the maximum.
a) Equivalent circuit. (b) Arc interruption at current zero. (c) Arc interruption before current zero.
In the case of current chopping, the instability of the arc around current zero causes a high-frequency transient current to flow in the neighbouring network elements. This High-Frequency current superimposes on the power-frequency current whose amplitude is small and which is actually chopped to zero. In the case of virtual chopping, the arc is made unstable through a superimposed high-frequency current caused by oscillations with the neighbouring phases in which current chopping took place. Virtual chopping has been observed for gaseous arcs in air, SF6, and oil.
Vacuum arcs are also very sensitive to current chopping.
The phenomena of chopping and reignition, with associated high-frequency oscillatory overvoltages, are attributed to the design of the circuit breaker.
Circuit breakers are designed to cope with high fault currents. If a design is concentrated only on an efficient performance for high currents, it will be also efficient for small current and will try to interrupt before the natural current zero. This may produce current chopping and reignitions with adverse consequences. The breaker design should incorporate features to cope equally well with small and high currents.
Thorne & Derrick are national distributors of LV, MV & HV Cable Installation, Jointing, Substation & Electrical Equipment – servicing businesses involved in cabling, jointing, substation, earthing, overhead line and electrical construction at LV, 11kV, 33kV, 66kV and EHV. Supplying a complete range of power cable accessories to support the installation and maintenance of low/medium and high voltage power systems.
MV HV – Medium & High Voltage Cable Joints, Terminations & Connectors (11kV 33kV EHV)
Subsea Cable Protection Systems
♦ Republished by Chris Dodds with Kind Permission of Greg Campbell-Smith ((Director Sales and Business Development at First Subsea)
First Subsea is the world’s leading developer of subsea connection technology, supplying, installing and decommissioning.
Subsea power cables on offshore wind farms are typically protected by means of burial.
This is a well proven means of cable protection used in other offshore industries.
However, at either end of offshore wind array cables they transition from burial, up through the water and into the wind turbine foundation. This free spanning section of cable is susceptible to what can be substantial wave and current loads.
These loads introduce movement and bending into the subsea cable which, without cable protection, can lead to over-bending, over-tensioning, fatigue and abrasion damage.
This exposed subsea cable is traditionally ‘protected’ by means of a relatively expensive and complex proprietary Cable Protection System (CPS).
Our 5th Article on Subsea Cable Protection Systems looks at design for installation of subsea cables.
It has been documented by insurance companies and underwriters, such as Allianz and GCube Insurance Services, Inc that “subsea cables cause about 70-80% of losses in terms of overall claims amount incurred.”
These claims have included, freak incidents during transportation, manufacturing faults and damage caused by anchors and construction vessels.
In a paper published by Offshore Renewable Energy Catapult last September, a total of 43 array cable and export failures had been reported since 2007, with manufacturing and installation cited to be the most common cause of cable failure in subsea installations.
CPS design should not only consider protection of the cable during the lifespan of the OWF but it should also provide protection during installation, ensuring handling methodologies offshore do not stress the cable or exceed the cable MBR which can lead to premature failure.
First Subsea have addressed these issues by performing a series of special testing programs using their Tensile Bend Test rig, which simulates the installation loads seen offshore, including the function of the quadrant used in second end pull in. The photo below shows the offshore scenario and the onshore simulated test.
➡ If you would like a copy of the report, please contact Chris Dodds [email protected]
Thorne & Derrick are Specialist Distributors to the UK and international Offshore Wind & Renewable industry to provide safe and reliable LV HV Electrical Cable & Power Distribution Systems – we are highly customer responsive and absolutely committed to providing a world-class service.
We have an International Distribution Agreement with Nexans Power Accessories UK to supply their Heat Shrink and Cold Applied ranges of 11kV/33kV/66kV joints and terminations and Euromold brand of separable connectors.
Since 1985, we have established an international reputation based on Service, Integrity and Trust – contact us.
♦ Republished by Chris Dodds with Kind Permission of Greg Campbell-Smith ((Director Sales and Business Development at First Subsea)
First Subsea is the world’s leading developer of subsea connection technology, supplying, installing and decommissioning.
Subsea power cables on offshore wind farms are typically protected by means of burial.
This is a well proven means of cable protection used in other offshore industries.
However, at either end of offshore wind array cables they transition from burial, up through the water and into the wind turbine foundation. This free spanning section of cable is susceptible to what can be substantial wave and current loads.
These loads introduce movement and bending into the subsea cable which, without cable protection, can lead to over-bending, over-tensioning, fatigue and abrasion damage.
This exposed subsea cable is traditionally ‘protected’ by means of a relatively expensive and complex proprietary Cable Protection System (CPS).
Our 3rd Article on Cable Protection Systems looks at how subsea cables can be disconnected and removed, focusing on removal times and costs.
Disconnection of the CPS is not a regular occurrence offshore, after a successful installation there should be little reason to disconnect unless the system has experienced accidental damage, premature failure due to design, manufacture or higher than expected loading.
Problems during installation may require disconnection, such as, pinch points in I-Tube, winch capacity exceeded due to friction losses, incorrectly sized pull-in accessories and obstructions in entry holes.
A common misconception is the CPS is removed if the cable is faulty. Typically, the cable is disconnected and passed back through the system and the new cable is threaded back.
First Subsea CPS is a proven removable system. In a recent project an installation issue occurred that required the CPS to be removed. The disconnection process, remedial work and re-connection took less than 12 hours.
Quite some time you may think, but when you consider alternative systems require removal by subsea sawing or risk damaging the structure when removing. First Subsea CPS will save minimum €40,000 vessel, diving/ROV time. Client “it was an invaluable feature that got us out of a bind”
➡ If you would like a copy of the report, please contact Chris Dodds [email protected]
Thorne & Derrick are Specialist Distributors to the UK and international Offshore Wind & Renewable industry to provide safe and reliable LV HV Electrical Cable & Power Distribution Systems – we are highly customer responsive and absolutely committed to providing a world-class service.
We have an International Distribution Agreement with Nexans Power Accessories UK to supply their Heat Shrink and Cold Applied ranges of 11kV/33kV/66kV joints and terminations and Euromold brand of separable connectors.
Since 1985, we have established an international reputation based on Service, Integrity and Trust – contact us.
klauke ekm60unv – universal cutting, crimping & punching tool The Klauke EKM 60 UNV is a versatile battery powered hydraulic universal tool engineered that can be used as a battery powered cable crimping tool and battery operated cable cutting tools that comes...
INDUSTRIAL LABEL PRINTING SOLUTIONS When clear, durable and professional identification is required across control panels, cable systems, production facilities and industrial installations, print quality, reliability and ease of use are critical. Cembre industrial label printers are designed to support...