“It’s a 110kV G&W cable termination, the system is high pressure fluid filled and the cables run inside stainless steel pipe from termination to termination,” clarifies Steve.
“Usually the terminations go into a trifurcating joint just under or near the terminations, the 3 conductors then travel in a single 8 or 10 inch pipe to the other end and then another trifurcating joint up to the other terminations to complete the system,” adds Douglas Page.
Overview of G&W Cable Accessories
In 1905 G&W introduced the first disconnectable cable terminating device.
Over 100 years later, G&W continues to create technical innovations that have improved performance and reliability. With over 100 years experience, G&W is the name you can trust for quality cable accessories. With sales representation worldwide, G&W has a proven track record for success. G&W cable accessories are designed to accommodate cables from all manufacturers and can be created to accommodate any customer cable system. The optional mechanical shrink feature offers an easier and faster installation while reducing possible damage during installation. G&W also offers installation supervision and installation training, which can be customized to suit the audience.
Subscribe now to our POWER NEWSLETTER– a monthly email circulation packed with news, projects, videos, technical tips, training information, promotions, webinars, career opportunities and white papers.
Includes access to our popular JOINTERS BLOGwith contributions from utility professionals, linesmen and cable jointers working on MV HV EHV cables and overhead lines typically at 11kV, 33kV, 66kV and up to 132kV.
15,000+ Subscribers. ➡
Image: Andrew Brezovszky | EHV Cable Jointer and Director at Matrix Power Solution Pty Ltd
Subscribe now to our POWER NEWSLETTER– a monthly email circulation packed with news, projects, videos, technical tips, training information, promotions, webinars, career opportunities and white papers.
Includes access to our popular JOINTERS BLOGwith contributions from utility professionals, linesmen and cable jointers working on MV HV EHV cables and overhead lines typically at 11kV, 33kV, 66kV and up to 132kV.
15,000+ Subscribers. ➡
The following sequence of site photographs detail the installation of 3 x single core 3M QS2000 Cold Shrink Inline Cable Joints onto trackside rail power cable – the 33kV high voltage single core cables are XLPE insulated with a graphite coated sheath and stranded copper conductor (300sqmm).
Key stages of the cable jointing process are detailed including cable spiking, cable preparation and the installation of the Cold Shrink Joints.
Thorne & Derrick are 3M Electrical UK’s largest stockist of their range of Scotchcast and Cold Shrink cable joints, terminations and abandonment kits for industrial and hazardous area installations.
“My position within the company is Lead Cable Jointer/Jointing Supervisor. I am responsible for the running of HV cable feeder renewals from substation to substation. My skill set includes : sheath testing, cable fault finding, cable repairs, jointing HV and pilot cables, high voltage cable terminations, pressure testing and lead plumbing.”
“My passion is cable jointing and I will strive to progress to be the best Jointer I can be,” Steve comments.
Blue Sky, Sunny Day – trackside cable identification underway on existing 33kV cables using a Lee Vaughan cable identifier and setting up of the Accles & Shelvoke spiking gun under a sanction for cable testing.
Cables Spiked – 33kV power cable is spiked to ensure worker safety by short circuiting the high voltage power and making the cable “dead”.
Cables Cut– cable jointing position is prepared and cables cut.
Cables Stripped – the cable sheath is cleaned using jointers cable wipes and stripped using appropriate cable jointing tools.
Cable Preparation Perfection– the copper screen wires are peeled back over the cable jacket and taped using PVC tape. Marker applied for semi-con screens.
Cables Stripped – 33kV semi-con screen removed.
More Cable Stripping – 33kV XLPE insulation removed using Alroc stripping tools.
Ready For Jointing – both 33kV cables are expertly prepared and ready to be jointed using 3MQS2000 Cold Shrink.
Cold Shrink Tubes Parked – 3M cable joint components slid onto the 33kV cables before cable can be jointed.
Conductors Jointed – Pfisterer Sicon bolted connectors installed to joint the 300sqmm stranded copper conductors without resort to crimping tools and die sets.
Cold Shrink Joint– once cables are cleaned and grease has been applied then the 3M cable splice body and tapes are installed. Grease is applied onto primary insulation, semi-conductive screen and connectors.
Taping Time – electrical and mastic tapes applied to both sides of the cable joint. Earth Continuity – copper screen sleeve or stocking is then positioned and constant force springs applied.
Almost Done – 3M Cold Shrink outer jacket is then applied and the cable joint is now complete. The cable joint body is shrink down by turning and pulling out the zip core in counter clockwise direction.
Cable Joints Positioned– red and blue phase both complete and in position
Jointing Done For One Day – all three 33kV phases are jointed
Rail Cable Accessories, Electrification
& Installation Equipment
Thorne & Derrick supply an extensive range of 400V-33kV Rail Cable Accessories & Power Distribution Sytems including feeder pillars to contractors undertaking Low Voltage Power Distribution, HV Electrification & Substations, DC Traction & Networks, OLE and Track Feeder Cable Renewals– a complete range of Network Rail PADS approved track terminations, cable joints, cable repair and connection products up to 25kV, including 3M Cold Shrink, Pfisterer CONNEX and Nexans Euromold products.
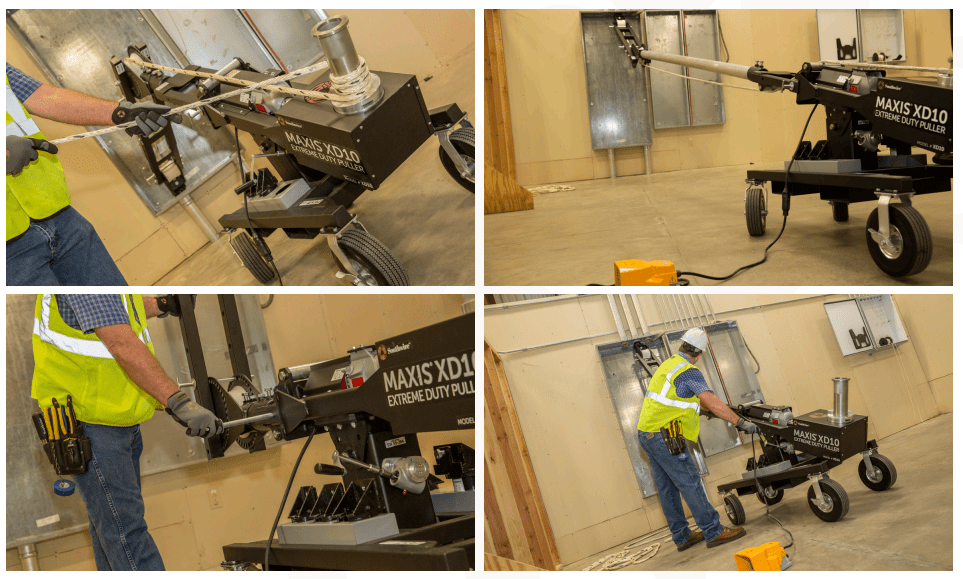
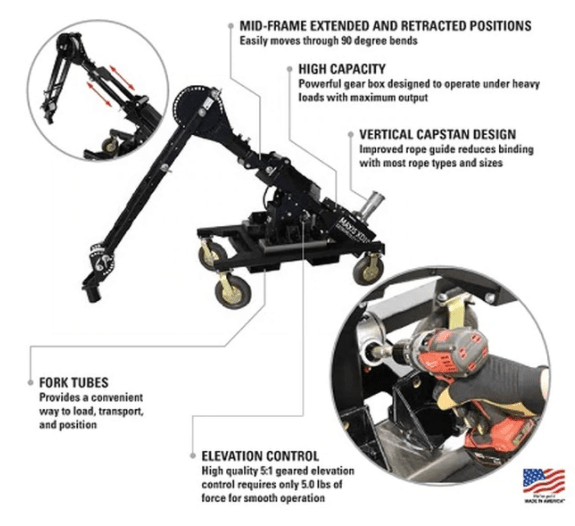
The Southwire Maxis XD10 EXTREME Duty Cable Pulleris a cable pulling machine designed to get the job done, thriving in the most extreme cable pulling conditions – XD10 from Southwire allows you to pull cable faster and safer up to 10,000 lbs.
Designed and manufactured in the USA by Southwire and distributed in the UK by Thorne & Derrick – contact us for further information or to discuss a potential cable pulling or installation application.
Southwire is one of the world’s leading developers, manufacturers and suppliers of building wire and utility cable, as well as the cable tools used in their installation. As such, Southwire is continually improving its cable products, studying how they’re used in the field and assessing the needs of its customers to find new and better ways to solve the problems facing the industry – this includes underground cables and overhead line conductors.
THORNE & DERRICK
Cable Pulling Equipment
Thorne & Derrick distribute an extensive range of Cable Pulling & Laying Equipment to enable the safe installation of fibre and copper cables within the telecommunications industry. Safely installed cables reduces operational and maintenance requirements to the network and reduced service interruption to telecom cables, wires, ducts, cabinets and exchanges – products include cable spiking tools, conduit rods, cable lubricant, cable socks and cable rollers.
Thorne & Derrick distribute DNV GL Approved Cable Accessories manufactured by Nexans including elbow connectors and cable terminations for the reliable distribution of medium and high voltage power in the marine and offshore sectors up to 33kV.
This article and download brochure provides information on DNV GL Certification and the Nexans Euromoldproducts qualified according to this classification society.
Products approved by the DNV GL Certificate are accepted for installation on all vessels classified by DNV GL.
For the full list of Nexans products with DNV GL approvals, please refer to the download.
Power Cable Accessories
DNV GL Approved
Nexans is the leading European manufacturer of prefabricated cable accessories for medium voltage (MV) and high voltage (HV) energy distribution. Products include MV-HV Connectors and Joints & Terminations to connect, splice, repair and maintain medium/high voltage cable and power distribution systems.
A DNV GL Type Approval Certificate states that the design of a product type is in conformity with specified requirements. The Type Approval Certificate confirms compliance with the DNV GL Rules in force at the time of certificate issuance.
To obtain DNV GL approval, DNV GL experts verify the manufacturing processes for compliance with the Classification rules and further relevant standards. During this verification, the manufacturer has to demonstrate and prove the following 4 qualification criterion for DNV GL Certification to be issued:
They have suitable facilities for manufacturing, testing and inspection;
The manufacturing is carried out by qualified personnel;
Constant monitoring of product quality has been established.
THORNE & DERRICK
Thorne & Derrick are national distributors of LV, MV & HV Cable Installation, Jointing, Substation & Electrical Equipment – servicing businesses involved in cabling, jointing, substation, earthing, overhead line and electrical construction at LV, 11kV, 33kV, 66kV and EHV. Supplying a complete range of power cable accessories to support the installation and maintenance of low/medium and high voltage cable systems:
INDUSTRIAL LABEL PRINTING SOLUTIONS When clear, durable and professional identification is required across control panels, cable systems, production facilities and industrial installations, print quality, reliability and ease of use are critical. Cembre industrial label printers are designed to support...
HIGH VOLTAGE JUNCTION BOXES & ENCLOSURES When high-voltage power distribution and cable termination are required, safety, enclosure integrity and long-term reliability are critical. HV Junction Boxes and Electrical Enclosures manufactured by Abtech are engineered for the safe distribution, cable termination and protection...