The following article by Gavin Cornall (Global Sub-Segment Manager T&D at Roxtec UK & Ireland) discusses cable sealing applications during running water or “flood” conditions.
Firstly, running water presents a major sealing issue for the installation of mastic type seals, curing and drying is almost impossible. This can place “stress and strain” on work programme completion times, especially approaching handover phase.
Secondly, this applies to any solution used to seal large power cables whether in a one cable, one duct format or passing in a trefoil formation through a larger duct. Such as 11kV and 33kV power power cables feeding MV substations.
The ability of the cable seal to provide reliable operation under high water pressure is essential – the flexibility of the cable seal to be installed during running water conditions is equally crucial.
Roxtec have inspected many seals where over time the cable has caused the sealant to rip or pull out of the substation wall.
Roxtec have also seen due to the weight and orientation of the cables, its almost impossible for the installer to space the cables to get sufficient coverage of compound around the cables to maintain a seal.
Roxtec Cable Transits provide effective protection to LV HV substation cables against flood damage and water penetration be it in dry or wet conditions.
In the Whitepaper we commissioned from EA Technology on Humidity Effects In Substations, I was pleased to see the emphasis on cable retention, both in normal and fault conditions.
It highlighted what I already thought, which is that without the ability to retain, the cable seal will fail over time.
The cable seal may fail on day 1 or year 1 but ultimately it will fail over time.
Cable Sealing – Key Considerations
I would ask the following questions when evaluating cable sealing technology options from either a design, specification or installation perspective.
1) Can it be installed in “running water conditions” – if yes, look a little deeper into what that actually means.
Do you have to buy additional cable seals so you can install on both sides of the wall?
Do you have to follow a special methodology which is more onerous than the normal installation?
Is the installation sealed instantly or is there a drying or curing time? Is this still dependant on staying dry for an extended period?
2) Can the cable sealing solution cope with the weight and flex in operation?
I would always ask what is the pull out force needed to pull out the cable from the cable seal or sealant?
If that retention is based on unistrut or clamps on racking it won’t work as the cable will still move in operation at its point of seal.
Roxtec UG Cable Seal
Advanced Specification Sealing For MV Substation Cable Ducts
When Roxtec developed the UG range, we had a very specific set of tests in mind given our understanding of these 2 issues. We developed a cable seal that was even better than our blue rubber on constant pressure. We quickly realised it could be installed on running water just like its blue cousin, the Roxtec Multidiameter cable seal module.
But most importantly, Roxtec developed specific testing for cable retention and flex.
Roxtec UG Substation Cable Seals
We wanted to show Roxtec cable sealing solutions could maintain their seal, whilst the cables were pulled, bent and twisted, beyond the maximum bend radius of the cable.
All this whilst we cycled the temperature between +4ºC to +40ºC.
Needless to say it not only worked but it went beyond our expectations.
Our Roxtec H3 200 seal in fact had in excess of 3300nm put on it without failure, that’s over 336 kgs of pull out force!
So in conclusion, I would say if you only take one thing away from reading this article it is always consider: 1) Running Water Installation 2) Cable Retention Performance
T&D distribute the most extensive range of LV, MV & HV Cable Jointing, Terminating, Pulling & Installation Equipment – we service UK and international clients working on underground cables, overhead lines, substations and electrical construction at LV, 11kV, 33kV and EHV transmission and distribution voltages.
Thorne & Derrick invite you to join LinkedIn’s largest LV-HV Electrical Discussion Group : Low & High Voltage Power, Cabling, Jointing & Electricals. Discussion subjects include cable installations, cable jointing, substation, overhead line and electrical construction at LV, 11kV, 33kV and EHV. Network, engage and promote your profile, company or products with over 10,000 influencers.
MV CONNEX Training With PFISTERER | Thorne & Derrick
Cable Jointer Training
PFISTERER have announced the launch and opening of their Medium Voltage CONNEX & SEANEX Training Courses covering CONNEX Size 1 to 3-S-XL products up to 52kV – the training courses are being conducted from their new purpose built training facility in the UK.
Safety and reliability are essential factors in medium voltage power system applications placing particular demands on assembly and installation skills of the cable jointer.
It is therefore imperative that all medium / high voltage cable jointers who work with CONNEX products are trained and certified by PFISTERER.
You can contact Thorne & Derrick to arrange your PFISTERER training course today.
Theoretical product and PFISTERER application overview
Full explanation and demonstration of the installation procedure
Full CONNEX assembly undertaken by candidates
hv Training Courses
For specific dates about scheduled PFISTERER Training Courses please call us.
Product appreciation training, course appropriate for non installation personnel/supervisors
Maximum TBA participants on request
On request
Contact T&D for further details
PFISTERER are able to offer training on site, please contact us to discuss your requirements and to obtain a quotation.
Plug-In Connectors For Medium & High Voltage Cable Connections
Jointer Certification
If successful certification will be issued by PFISTERER – Jointer Certificate is valid for 3 years.
PPE whilst attending the training course will be required to be provided by participants – boots, glasses, gloves, flame retardant workwear.
If the participants require accommodation whilst at PFISTERER this is borne by the participants.
For training courses held at PFISTERER Orgreave, PFISTERER will provide refreshments and lunch if appropriate.
On Site Jointer Training
Contact us to discuss your specific medium/high voltage jointing training requirements.
Thorne & Derrick recommend the use of Alroc tools for the preparation of medium/high voltage cables to effectively remove the cable sheath, semicon screen and insulation.
PFISTERER Cable Jointer Training Courses & Training Facility
Contact us to book your PFISTERER Training Course and maintain your warranty.
Spaces are available for up and coming courses.
PFISTERER offer a wide range of other training courses that can be tailored to suit your needs please contact T&D for further information.
Meet The Pfisterer Trainer
Jon Reed (HV Cable Jointer & Trainer for PFISTERER Accessories) – here a watchful Jon is supervising the initial 33kV cable preparation prior to installing the CONNEX connectors at PFISTERER’S new Jointer Training Facility dedicated to ensuring excellent workmanship, competency and in-date certification for MV HV Cable Jointers working on gas insulated switchgear and high voltage electrical equipment.
THORNE & DERRICK are national distributors of LV, MV & HV Cable Installation, Jointing, Duct Sealing, Substation & Electrical Equipment – we service UK and global businesses involved in cable installations, cable jointing, substation, overhead line and electrical construction at LV, 11kV, 33kV and EHV.
T&D stock and distribute PFISTERER CONNEX Connectors for medium / high voltage cable connection and termination to electrical systems – we provide competitive prices for PFISTERER CONNEX connectors used to terminate and connect polymeric insulated MV-HV cables into gas insulated switchgear and electrical equipment from extensive UK stocks.
by Chris Dodds T&D - estimated reading time 5 minutes
Cleats
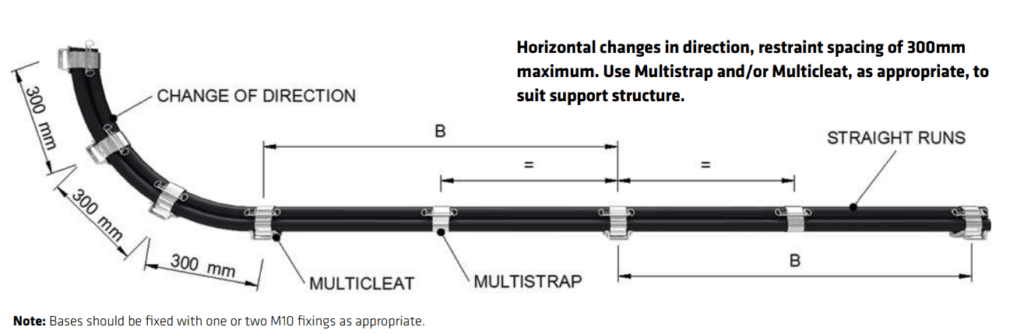
T&D are Prysmian cable cleats stockists and distributors committed to supporting the correct installation of all BICON brand products – the following short post outlines the recommended installation procedure for Prysmian Multicleats which are specified to provide short-circuit containment of LV, MV and HV power cables.
Prysmian Multistrap is a stainless steel cable strap complete with a tensioning clip, securing pin and winding key – can be used for single, bundled or trefoil cleats including 11kV/33kV single core high voltage substation cables.
BICON. A Prysmian brand.
Multistraps are used as an intermediate cable restraint between Multicleats – positioned centrally between a pair of Multicleats to provide additional protection to medium/high voltage power cables in the event of a short-circuit.
The Multicleat cable cleats are commonly used to support and clamp 11kV/33kV power cables in industrial installations, hazardous areas and high voltage substations.
Aluminium cable cleats are also available for cleating cables onto containment in LV-HV substations and electrical building services where corrosion exposure levels are lower.
Multicleats
1. Fasten Prysmian BICON Multicleat base to cable support with M10 fixings. Loop Prysmian Multistrap through cable cleat base and around cables. Standard Duty Multicleats = 2 loops. Heavy Duty Multicleats = 3 loops.
2. Pull slack Prysmian Multistrap into outer loop. Insert split pin from right hand of Multicleat around outer layer of Multistrap about 10mm from end. Push plastic shear torque adaptor fully onto the end of the split pin and attach 13mm socket wrench. To tension the Prysmian Multistrap around the cables, rotating key anti-clockwise with the socket wrench until the adaptor shears.
3. Remove the shear torque adaptor and wrench. Swing the key over and engage in slots in clip.
The Prysmian Multicleat and Multistrap is correctly installed – compatible with most cable containment types including cable ladder and tray systems.
Prysmian BICON Multicleat Installation Steps
For further Multicleat & Multistrap technical specification, selection details and information see the following Slideshare.
To ensure sufficient cable support the Prysmian Multistrap MUST be used at the mid-point between Multicleats on all horizontal or vertical straight cable runs – here the Multicleats are shown cleating single core 33kV cables in trefoil arrangement however the strap-type cable cleats are suitable for single, multiple or bundled cable configurations.
Contact Thorne & Derrick for technical support or specification advice to ensure the correct cable cleat / cable strap arrangement according to the fault rating, installation application and environmental location.
T&D distribute the most extensive range of LV, MV & HV Cable Jointing, Terminating, Pulling & Installation Equipment – we service UK and international clients working on underground cables, overhead lines, substations and electrical construction at LV, 11kV, 33kV and EHV transmission and distribution voltages.
Thorne & Derrick invite you to join LinkedIn’s largest LV-HV Electrical Discussion Group : Low & High Voltage Power, Cabling, Jointing & Electricals. Discussion subjects include cable installations, cable jointing, substation, overhead line and electrical construction at LV, 11kV, 33kV and EHV. Network, engage and promote your profile, company or products with over 10,000 influencers.
Balata Cable Straps To Support Rail Cables (LU & Network Rail Approved)
Project Application : Tunnel Cable Support for Power Cables
Product : Balata Straps
Scope :Supply off 10,000 LU-NYBAL-1 Balata polyester cable straps for the new DC Traction Sub Station & Tunnel Cables in West Ham, London UK.
Client :Balfour Beatty Rail
Country :UK
Sector :Rail
Balata Polyester cable straps are designed as a secure and reliable cable supporting method which is LU London Underground and Network Rail approved – the cable straps are specified to provide surface and sub-surface cable support in overground and underground locations on the UK rail infrastructure; this includes trackside substations, underground tunnels and bridge crossings. The inherently flame retardant cable straps, specified by London Underground (TfL) since 1965, provide superior aging and stable electrical characteristics suitable for installation in damp and dusty locations at both trackside and tunnel locations.
Thorne & Derrick stock and distribute an extensive range of 400V-33kV Rail Cable Accessories & Power Distribution Sytems including feeder pillars to contractors undertaking Low Voltage Power Distribution, HV Electrification & Substations, DC Traction & Networks, OLE and Track Feeder Cable Renewals– complete range of Network Rail PADS approved track terminations, cable joints, cable repair and connection products up to 25kV, including 3M Cold Shrink, Pfisterer CONNEX and Nexans Euromold products.
An interview with Stefaan Mensaert (Product Line Manager Renewables at Nexans Cables) speaking about 66kV cabling technology in particular 66kV inter-array cables that were recently supplied by Nexans to Blyth Offshore Wind Farm.
What are your major tasks and responsibilities in the company? And what projects are you developing around the 66kV inter array cable technology?
I am continuously monitoring the developments and future needs in the Renewable Energy market segment regarding power connection systems and Nexans has engaged itself to offer a complete solution for the upcoming 66kV cable demand in the offshore wind power market. Besides the 66kV XLPE insulated submarine cable, a complete set of 66kV power cable accessories, based on the outer cone technology have been developed and successfully tested. Being also an active member of the steering committee of the Belgian innovation cluster for offshore energy and Nexans as a global company active in cabling and power accessories, strengthens this position.
What is the major challenge that Nexans, as an experienced cable manufacturer, had to overcome in order to deliver the 66kV XLPE insulated submarine cable and the accessories, junction boxes and connectors?
From the interviews with the main developers in this market it became clear that flexibility of installation, compactness and ease of testing are the major concerns when it comes to connections of the 66kV turbines. Therefore the use of outer cone technology based on an open standardized Interface F Bushing as defined in the standard EN50181 and EN50182 was from the beginning well appreciated and adopted by the different players in the supply chain – this includes both 66kV transformer and switchgear manufacturers. In addition, specific cost effective solutions based on the same outer cone connector system have been worked out to allow easy installation in between inter array and tower cables within a 66kV junction box.
What kind of tests have you executed on your designed junction boxes and high voltage cable connectors to ensure the industry, quality and high performance of your 66kV cabling technology?
All the accessories offered in the 72.kV range from Nexans have gone through an extensive qualification and type testing process according to the IEC60840. For the OEM business, separate additional testing has been performed to meet specific requests, exceeding the values of the IEC60840 – this includes 72.5kV cable joints.
Nexans is to supply the 66kV inter-array cable to the Blyth project in the UK. The industry believes that this new cabling capacity and technology will help to further decrease the cost of wind energy. As an expert in the wind energy industry, what do you think about this statement?
Although initially there was some hesitation to adopt this 66kV voltage level, thanks to the fast reaction of the complete supply chain (cable, switchgear, transformers, etc..) Nexans has proved to be able to deliver the needed building blocks to make the transition to the 66kV level. Developers finally are convinced that this will help reduce the cost significantly of the future wind parks to be developed. Proof of that are the recent announcements of new parks at substantially lower or even zero bid subsidy per MWh.
Blyth Offshore Windfarm
Nexans as developer of junction boxes and connectors. Will you be responsible or take part in the testing of the 66 kVinter-array cabling once is deployed? If so, what kind of test will you be performing to ensure good connection between components and reduce losses?
Not applicable for us as cable accessory supplier – this would be part of cable layer/supplier scope.
Where do you think the future lies for the offshore wind energy 66kV inter-array cabling?
Although it will bring new specific challenges regarding dynamics of the applied cable systems, the ongoing development of floating offshore wind, will require also 66kV to be able to deploy commercial parks in the future. A further optimization of interconnection systems of the 66kV turbines, taking into account more specific maintenance and repair strategy will also become a challenge. To overcome these challenges new initiatives are taken up by different organisations, including Carbon Trust, who was also sponsoring the development of the 66kV from the early stage.
Blyth Offshore Wind farm Project
Gravity-based foundations being constructed on the River Tyne Credit EDF Energy Renewables
The first turbine foundation of an eagerly-anticipated wind farm development off the coast of Blyth made its journey up the River Tyne on the 11th July 2017, a notable milestone for the project.
EDF Energy Renewables is currently building the Blyth Offshore Demonstrator Wind Farm after taking over responsibility for the scheme from Narec (now ORE Catapult) in October 2014.
The project will see five wind turbines with a total generating capacity of 41.5MW installed around 6.5km off the coast of Blyth. Once operational, they will generate enough low carbon electricity to power around 34,000 homes.*
Each foundation was floated into position off the coast of Blyth and submerged onto the seabed, and further ballasted to provide the structures that act as the foundations for the turbines.
The five Gravity Based Foundations for the Blyth Offshore Demonstrator Project are in place and the next phase is underway
All the foundations for the wind farm off the coast of Blyth are now in place. Around 11 kilometres of buried 66kV offshore cables will connect the individual turbines and bring the electricity onshore, where a further 1.5 kilometre of onshore cable will link directly to a new substation built on part of the site of the former Blyth power station.
Contact us for Competitive Prices & Fast Delivery from Stocks for Heat Shrink, Cold Shrink & EPDM Rubber Connectors, Joints & Terminations up to 66kV.
Go to our Price List and contact us with your enquiries.
Heat Shrink Cable Accessories for 11kV Triplex Cables
Thorne & Derrick International are specialist distributors of LV, MV & HV Cable Accessories, Jointing, Substation & Electrical Equipment – servicing UK and global businesses involved in cable installations, jointing, substation, overhead line and electrical construction at LV, 11kV, 33kV, 66kV and EHV.
klauke ekm60unv – universal cutting, crimping & punching tool The Klauke EKM 60 UNV is a versatile battery powered hydraulic universal tool engineered that can be used as a battery powered cable crimping tool and battery operated cable cutting tools that comes...
INDUSTRIAL LABEL PRINTING SOLUTIONS When clear, durable and professional identification is required across control panels, cable systems, production facilities and industrial installations, print quality, reliability and ease of use are critical. Cembre industrial label printers are designed to support...























")


















