

Cable Cleats
Black C8 Wire Mesh Cable Tray for Hazardous & Aggressive Cable Containment from Pemsa
March 2nd, 2020
Black C8 Wire Mesh Cable Tray | Pemsa
-
Guest Information from Pemsa
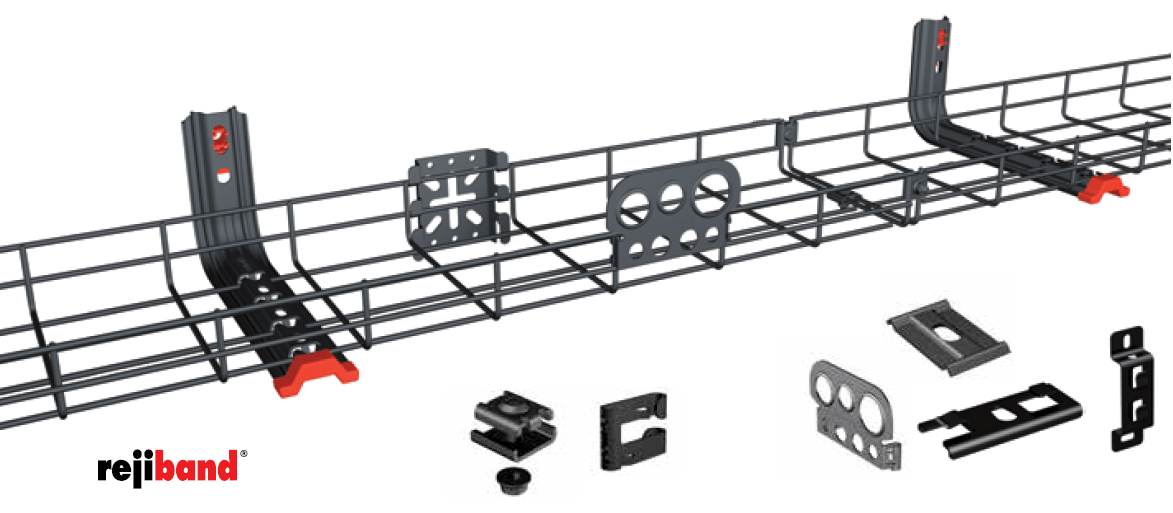
Black C8
Wire Mesh Cable Tray
Pemsa has developed a high resistance coating for rejiband® wire mesh tray which provides an excellent resistance to corrosion in wet and aggressive environments.
High Corrosion Resistance
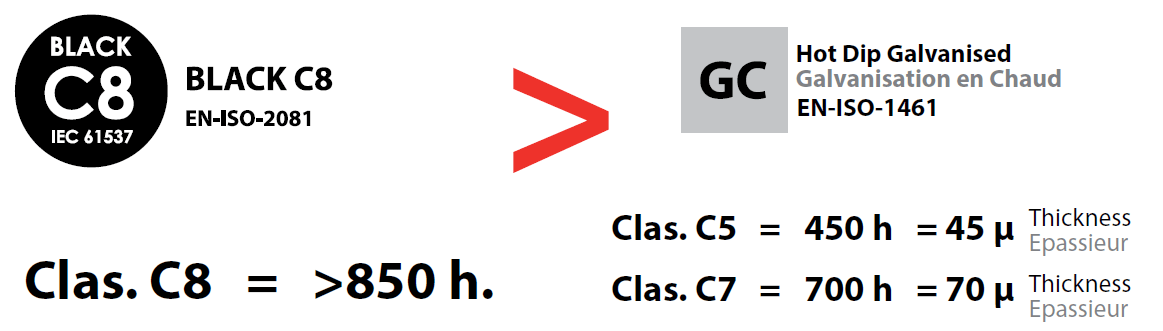
Demonstrated with more than 1000 hours in the neutral salt spray tests and obtained through a new manufacturing process that improves both the barrier effect against the aggressive media and the ability of self healing in damaged areas. With the result obtained in the neutral salt spray test, more than 850 hours, the corrosion resistance is classified as Class 8, according to Table 9 of the current standard BS EN 61537 trays.
BS EN 61537
This International Standard specifies requirements and tests for cable tray systems and cable ladder systems intended for the support and accommodation of cables and possibly other electrical equipment in electrical and/or communication systems installations. Where necessary, cable tray systems and cable ladder systems may be used for the division or arrangement of cables into groups.
Salt Spray Test Duration
| Class | Duration |
| 0 | – |
| 1 | 24 |
| 2 | 96 |
| 3 | 155 |
| 4 | 195 |
| 5 | 450 |
| 6 | 550 |
| 7 | 700 |
| 8 | 850 |

Duration (h) Salt Spray Chamber Chamber Test – acc. ASTM-B117
Certified High Resistance
rejiband® BLACK C8 has obtained the AENOR N Marking (Spanish Association for Standardization and Certification) and the certification IECEE CB Scheme of IEC (International Electrotechnical Commission), garanting the Class C8 of resistance against corrosion, with more than 1000 hours on the Salt Spray Test.
BETTER FEATURES THAN HOT DIP GALVANISED
Hot dip galvanised normally ranges from between 45 to 70 microns mean coating thickness, so it should be Class 5, 6, or 7, having a lower corrosion resistance than BLACK C8.
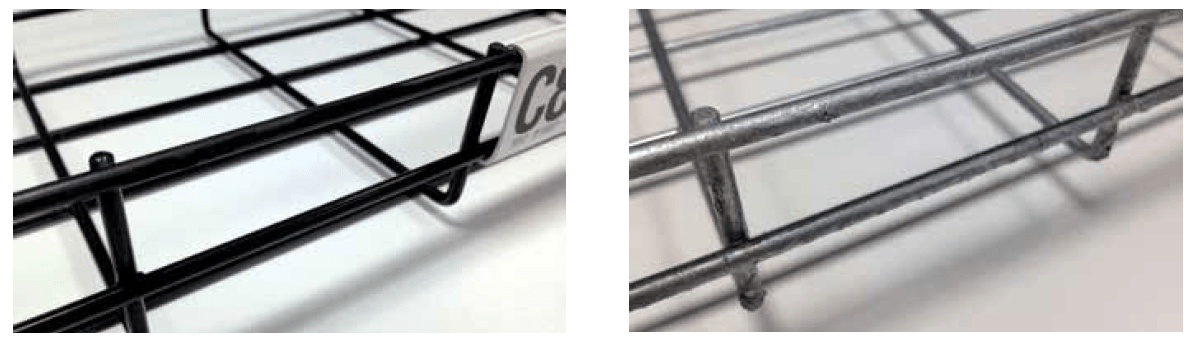
Aesthetic appearance
The smooth finish is much more aesthetic than that of hot dip galvanised.

- No sharp edges or ends
- No irregularities or areas with reduced thickness
- Black colour provides excellent aesthetics which are suitable for decorative applications, commercial facilities, false ceilings, etc.
Electrical continuity
This coating maintains the electrical continuity of rejiband®, complying with the requirements of BS EN 61537 standard for cable tray system with electrical continuity characteristics. This feature allows bonding to other exposed conductive elements and, in case of a fault, the evacuation of electrical currents to the earth.

The most appropriate coating for Data Centres
BLACK C8 coating avoids the emergence of the phenomenon of Zinc Whiskers, or loosening of filaments of zinc, which can be a serious problem within the electronics of clean rooms in Data Processing Centres.
Increased capacity for selfhealing, or self-repairing, of the protective layer
The characteristics of self-healing, or self regeneration, on scratches, minor defects or in the cutting of the wire, are remarkably better than that of the zinc.
Excellent ductility
It is possible to bend the the tray without causing any damage to the finish. These features retain the properties of flexibility and the forming of accessories with rejiband®, bends, level changes, in any format.
Environmentally Friendly
The BLACK C8 coating is manufactured in a process which significantly reduces energy consumption and waste generation over other coatings which consume more resources like hot dip galvanised.
Full Range of brackets and accessories
rejiband® BLACK C8, product range includes a complete catalogue of accessories and supports, providing a high corrosion resistance and a better visual aspect to the whole installation. This system offers the same corrosion resistance of Class C8 for everything, improving the performance of the system against aggressive environments and enhancing the performance of a hot dip galvanized finish, where accessories and brackets do not reach this classification. The system is complemented by the use of a black colour zinc spray that is suitable for the protection and aesthetic improvement of cut rods and possible damage caused during installation.
| Black C8 Wire Mesh Cable Tray Reference | Description | Pack (m) |
| 60282060 | REJIBAND 60×60 C8 | 24 |
| 60282100 | REJIBAND 60×100 C8 | 24 |
| 60282150 | REJIBAND 60×150 C8 | 24 |
| 60282200 | REJIBAND 60×200 C8 | 18 |
| 60282300 | REJIBAND 60×300 C8 | 12 |
| 60282400 | REJIBAND 60×400 C8 | 6 |
| 60282500 | REJIBAND 60×500 C8 | 6 |
| 60282600 | REJIBAND 60×600 C8 | 6 |
| 64080030 | CLICK CONNECTOR C8 | 30 |
| 64080035 | FAST CLICK JOINT C8 | 50 |
| 64080036 | FAST CLICK BASE JOINT C8 | 10 |
| 64080041 | SIDE JOINT PLATE C8 | 50 |
| 64080059 | SERRATED HEXAGON FLANGE NUT C8 | 50 |
| 64080060 | PART CLAMP C8 | 50 |
| 64080061 | REINFORCED JOINT CLAMP C8 | 50 |
| 64080072 | FAST CLIP C8 | 50 |
| 68000053 | BLACK Zinc Spray 400 ml | 1 |
| 67080030 | LUMINAIRE AND BOX SUPPORT C8 | 10 |
| 67080040 | CONDUIT GLAND BRACKET C8 | 10 |
| 67080043 | CLICK CENTRAL SUSPENSION M8/M10 C8 | 20 |
| 67080046 | CENTRAL HANGING PLATE M8/M10 C8 | 20 |
| 67080053 | SPLICE PLATE C8 | 10 |
| 67080143 | CLICK CENTRAL SUSPENSION M6 C8 | 20 |
| 62081060 | SIDE SUPPORT 60 C8 | 25 |
| 62086010 | MINI UNIVERSAL BRACKET C8 | 10 |
| 62086011 | UNIVERSAL BRACKET C8 | 10 |
| 62086020 | LIGHT DUTY CEILING SUPPORT C8 | 10 |
| 62086021 | LIGHT DUTY WALL SUPPORT C8 | 25 |
| 62086022 | BASE SUPPORT 60 C8 | 10 |

| Black C8 Wire Mesh Cable Tray Reference | Description | Pack (m) |
| 62081104 | OMEGA SPLUS BRACKET 100 C8 | 5 |
| 62081154 | OMEGA SPLUS BRACKET 150 C8 | 5 |
| 62081204 | OMEGA SPLUS BRACKET 200 C8 | 5 |
| 62081304 | OMEGA SPLUS BRACKET 300 C8 | 5 |
| 62081404 | OMEGA SPLUS BRACKET 400 C8 | 5 |
| 62081504 | OMEGA SPLUS PENDANT 500 C8 | 5 |
| 62081604 | OMEGA SPLUS PENDANT 600 C8 | 5 |
| 62082104 | OMEGA SPLUS CEILING BRACKET 100 C8 | 4 |
| 62082154 | OMEGA SPLUS CEILING BRACKET 150 C8 | 4 |
| 62082204 | OMEGA SPLUS CEILING BRACKET 200 C8 | 4 |
| 62082304 | OMEGA SPLUS CEILING BRACKET 300 C8 | 4 |
| 62082404 | OMEGA SPLUS CEILING BRACKET 400 C8 | 4 |
| 62085103 | MEDIUM DUTY CANTIL. R PLUS 100 C8 | 4 |
| 62085153 | MEDIUM DUTY CANTIL. R PLUS 150 C8 | 4 |
| 62085203 | MEDIUM DUTY CANTIL. R PLUS 200 C8 | 4 |
| 62085303 | MEDIUM DUTY CANTIL. R PLUS 300 C8 | 4 |
| 62085403 | MEDIUM DUTY CANTIL. R PLUS 400 C8 | 4 |
| 62085503 | MEDIUM DUTY CANTIL. R PLUS 500 C8 | 4 |
| 62085603 | MEDIUM DUTY CANTIL. R PLUS 600 C8 | 4 |
| 63082104 | OMEGA CHANNEL SPLUS 100 C8 | 10 |
| 63082154 | OMEGA CHANNEL SPLUS 150 C8 | 10 |
| 63082204 | OMEGA CHANNEL SPLUS 200 C8 | 10 |
| 63082304 | OMEGA CHANNEL SPLUS 300 C8 | 10 |
| 63082404 | OMEGA CHANNEL SPLUS 400 C8 | 10 |
| 63082504 | OMEGA CHANNEL SPLUS 500 C8 | 10 |
| 63082604 | OMEGA CHANNEL SPLUS 600 C8 | 10 |
APPLICATIONS

Tunnels & Industry

Photovoltaic & Shopping Centres

Waste Treatment Plants & Data Centres
LV, MV & HV JOINTING, EARTHING, SUBSTATION & ELECTRICAL EQPT
Thorne & Derrick International are specialist distributors of LV, MV & HV Cable Installation, Jointing, Duct Sealing, Substation & Electrical Equipment – servicing UK and global businesses involved in cable installations, cable jointing, substation, overhead line and electrical construction at LV, 11kV, 33kV and EHV.

Cable Cleats v Cable Strapping Bands | A White Paper by Panduit
November 21st, 2019
Panduit Cable Cleats For Short Circuit Protection
Cable Cleats v Cable Strapping Bands
-
A Whitepaper Republished Courtesy of Panduit -
by Chris Dodds | Sales Marketing Manager Thorne & Derrick
Cable Cleats v Cable Strapping Bands
Misconceptions
Recent articles in the industry suggest that a cable banding system is not capable of withstanding the electromechanical forces between the conductors in the event of a phase to phase fault. There is also a perception that a band type cleat product will cut the outer insulation of the cable under fault conditions.
This paper challenges these misconceptions and offers a more logical, engineered route to the correct specification of a cable fixing system. The reasoning is backed up and proven by independent third-party analysis and testing.
Traditional cable cleats started to appear in 1940’s and 1950’s predominantly in the U.K and Germany. These early cable fixing products were constructed from a variety of materials including timber, die cast aluminium and injection moulded polymers.
Due to the relatively weak or brittle mechanical properties of these materials the designs tended to be ‘over engineered’ to achieve the strength and performance required.
Figure 1
")
Figure 1. A Traditional Cable Cleat (Panduit 2-Hole Cable Cleat Used)
In more recent years, galvanised mild steel and 316 stainless steel options were developed which offered improved strength but still had a very bulky form factor. Early designs made in these materials offered a finished cable cleat which was twice the width and twice the height of the cable(s) being retained.
This was acceptable in single run applications e.g. when fastened sparingly to a wooden pole for utility applications, but when used in a cable ladder or tray application with multiple cable runs or within a substation where space and weight need to be carefully considered, the early designs did not meet requirements. Bulky cleat designs are not optimal.
However, recently introduced designs, materials and technologies have allowed Panduit to develop a high-end range of Strap Band products which meet or exceed the performance of a traditional cleat design when testing in accordance with IEC 61914:2015 by a third party lab. (Figure 2)

Figure 2 – A Highly Engineered Banding System – Note Integral Cushion Sleeve
What is a ‘Cable Cleat’?
Although the standard does require the manufacturer to describe a material type, it does not exclude any specific material, dictate any minimum dimensions or physical attributes. Annex A (informative) in the IEC cable cleat standard provides examples of various cable cleats which include products made from timber, steel and plastic.
There is a variety of designs and methods of ‘securing cables’, designs start at 15mm wide and go up to 150mm wide.
Defined by the IEC International standard, a cable cleat is simply: “A device designed to secure cables when installed at intervals along the length of the cables1”
1 International Electrotechnical Commission (2015). International Standard Ed. 2.0 2015-11.
Examples of Cable Cleats
 |
 |
 |
 |
 |
| Figure A.1 – Strap Cleat | Figure A.2 – Aluminium | Figure A.3 – Stainless Steel Cleat | Figure A.4 – Wood | Figure A.5 – Glass Filled Polymer |
Providing that the manufacturer tests and declares certain performance criteria, a ‘cable cleat’ can be any shape, size or material.
Hence, for example, a 19mm wide cable banding system can be used to secure cables in line with the IEC Cable Cleat standard providing it undergoes all the required tests and that they are carried out in accordance with the standard.
The term ‘cable tie’ is commonly used to describe a ‘strap cleat’ system which is not correct.
A light duty stainless steel tie or an injection molded ‘zip’ tie has many uses and play a vital role on many cable routing installations, but they must not be confused with a high-end strap cleat solution which can withstand immensely high electro-mechanical forces and are resistant to corrosion and ultra violet degradation.
What is the appropriate IEC International standard?
The IEC standard was originally a European standard, BSEN 50368:2003, which was improved and adopted over time by the International Electrotechnical Commission and the first version of IEC 61914 was published in 2009.The standard was further improved, and the current version of IEC 61914 released in 2015.
What specific tests does the IEC 61914:2015
Cable Cleat standard require?
The standard provides harmonised testing procedures for the following aspects:
- Temperature rating (-60˚C to +120˚C)
- Adequate resistance to flame propagation (very similar to UL 94)
- Lateral load testing (at maximum declared temp)
- Axial load testing (at maximum declared temp)
- Impact resistance (at lowest declared temp)
- Corrosion resistance
- UV resistance
- Resistance to electromechanical forces – the ability to withstand one short circuit event two short circuit events in succession
- 2015 Revision standardizes cable diameters for testing and permits clients to compare performance between manufacturers
2 International Electrotechnical Commission (2015). International Standard Ed. 2.0 2015-11.
What does the NEC code say about cable cleats?
In the United States the National Electric Code (NEC) Art 392.20 states “Single conductors shall be securely bound in circuit groups to prevent excessive movement due to fault-current magnetic forces3”.
While this section of the code dictates that the conductors must be bound securely to protect against fault-current magnetic forces, it does not specify how to secure the conductors nor recommend test methods to ensure products meet the force requirements.
Therefore, it is recommended that the IEC 61914:2015 standard is followed to comply with NEC Art 392.20.
Short circuit testing requirements of IEC 61914:20154 – an overview
IEC 61914:2015 focuses on this most demanding aspect of testing compliance, short circuit testing, the manufacturer is required to test in accordance with section 9.5 of the standard which gives guidance for a suitable set up. The cables, which must be of a certain type and outside diameter, must be restrained at a minimum of five positions along the cable run.
The cables must be fastened to a surface defined by the manufacturer, and this is usually a standard cable ladder, with rungs every 300mm.
The cables are then subjected to a three-phase short circuit consisting of an initial peak current and then a decaying R.M.S. of a duration of not less than 0.1s.

The accredited test laboratory must include the following information in the published test report:
- The manufacturers catalogue references
- The assembly details showing:
- The number of restraints and their spacing
- The cable centre to centre spacing
- Cable conductor diameter, insulation thickness, external diameter and markings
- A pre-test photograph of the set-up and a post-test photograph commenting on the condition of the restraints
- The test duration
- The ambient temperature
- For cleats which are classified to 6.4.4 (one short circuit):
- There shall be no failure that will affect the intended function of the cable of holding the cables in place.
- All restraints shall be intact with no missing parts
- There shall be no cuts or damage visible to normal or corrected vision to the outer sheath of each cable, caused by the restraints
- And for cleats which are classified to 6.4.5 (two short circuits)
The restraints shall comply with all the requirements shown above for the first hit, but then in addition, after the second hit, a voltage withstand test is performed by applying a minimum test voltage of 2.8kV d.c. or 1kV a.c. for a period of 60 (+5/-0) seconds.
The test is administered between the cable cores, which should be connected together and the mounting frame. The cable jackets, restraints and mounting frame should be pre-wetted with sufficient water to facilitate a current leakage path along the outer jacket for 2(+1/-0) minutes before the test begins. The cables shall meet the requirements of the voltage withstand tes without failure of the insulation.
3National Electrical Code 2017 Edition (2017).
4International Electrotechnical Commission (2015). International Standard Ed. 2.0 2015-11.

| Key | |
| 1 | Current |
| 2 | top envelope |
| 3 | decaying d.c. component, id.c. of the short-circuit current |
| 4 | bottom envelope |
| 5 | Time |
| A | initial value of the d.c.component, id.c. of the short-circuit current |
The electromagnetic forces during a fault can be enormous and occur instantaneously at the peak of the fault, i.e. the first quarter cycle (5ms on a 50Hz system and 4ms on a 60Hz system).
Considering the pass criteria described above it is not easy to obtain a successful result.
However, further to extensive research and development Panduit now have scores of successful short circuit rated banding systems. Depending upon the project requirements, Panduit has a fully tested, full approved banding solution to accurately match the specific needs of the project.
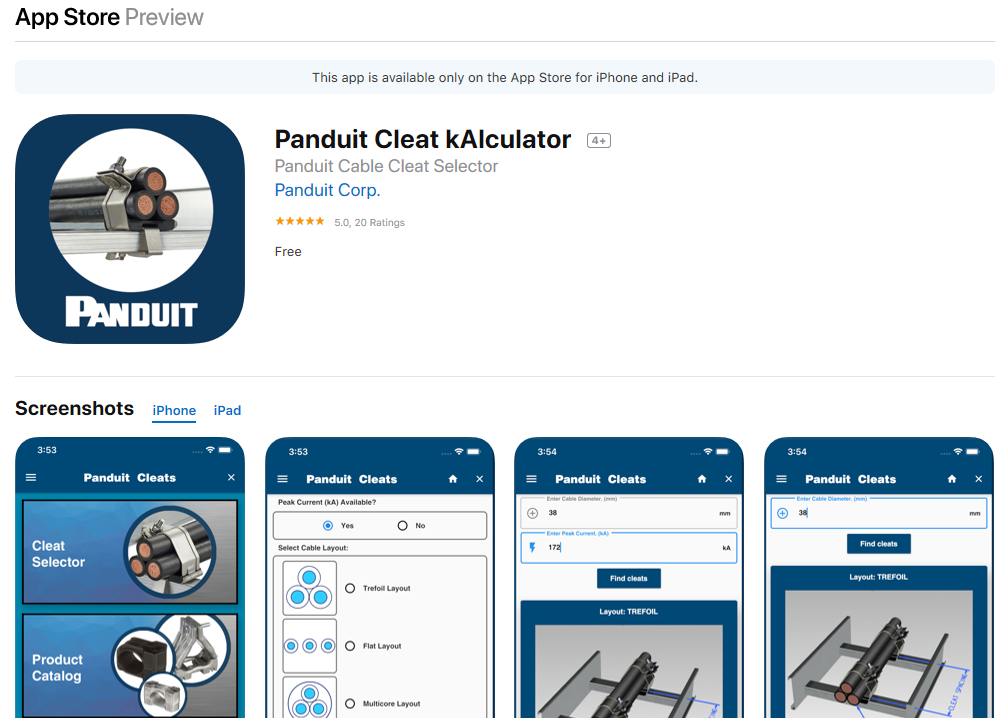
Panduit Cleat kAlculator | App Store
‘Debunking the myths’
Misconception #1 – a cable banding system cannot restrain the forces during a fault
Recent articles in the industry press suggest that a cable banding system is not capable of withstanding the electromechanical forces and a series of video clips show an incorrectly specified cable tie installation failing during fault. The issue here is that the tested product was not suitable for the intended installation.
It might well have been the case that this weaker tie was specified by the system designer, and here lies the true problem, an incorrect specification. The product used in the test was never designed to withstand these forces; a correctly specified and engineered banding system certainly would.

Cable Strap Banding System
To suggest that a strap banding system is not suitable for short circuit rated installations is incorrect and is out dated information. The cable system designer must make sure that the fault levels have been accurately calculated and then specify a fixing system which meets that requirement and complies fully to IEC 61914:2015.
Misconception #2 – a banding system has sharp edges and will cut the installer during installation / damage the cable during fault conditions
As described previously, to achieve a successful short circuit test is difficult. After both the first and second short circuits each cable at every restraint position is inspected by test laboratory personnel; there can be no cuts or damage to the outer jacket.
Furthermore, after the second short circuit the laboratory carry out the voltage withstand test to check for current leakage and any hidden damage which may have occurred underneath the band itself.
Panduit’s extensive range of cable strapping and banding products have full certification to both classifications of short circuit test. The use of a protective sleeve moulding, common on many cleat types, and the use of rolled edge banding material ensures the cable is protected regardless of fault level.
To suggest that this type of product is not suitable for short circuit rated installations because it will damage or cut the cable or cause cuts and injury to personnel is incorrect and out dated information.

Other advantages of Panduit’s Banding Systems
- When compared to a ‘traditional’ design of cable cleat the banding system has a much larger range taking ability. This is a huge advantage from a purchasing and stock keeping perspective; quite often one part number from a Banding System covers the same range take as perhaps four or five ‘traditional’ cleat part numbers.
- A banding system takes up minimum space when installed around the cables. This is a very important factor when space is limited e.g. across the width of a ladder rung or when available height is limited e.g. between layers of ladder runs.
- A fault rated band will be typically less expensive to buy and quicker to install.
- A large quantity of banding system products takes up much less physical space on site before installation compared to ‘traditional’ cleat systems. This also leads to less packaging, less waste and generally a lower carbon footprint.
- Panduit’s global network of distributors ensures local product inventory, product support, and a wide range of logistical services no matter where a project is. As an added level of support, Panduit also offers an optional engineering review, including physical documentation such as test reports, product brochure, drawings, and data sheets.
- The Panduit strap cleat system is considerably lighter than the traditional cleat alternatives offering huge advantages for transportation and moving around site.
- The Panduit strap cleat system can be used on a variety of cable configurations and layouts, including single (multi-core) cables, trefoil, quadrafoil, and a whole variety of special cable layouts and arrangements.
- Panduit has more than 60 years of experience working with electrical design engineers, electrical contractors, and safety engineers and continuously reinvests in R&D. To date, Panduit has secured more than 2,000 patents, including several for cable cleats alone. With operations in 35 countries and customers in 120, Panduit distributes products, provides design expertise, and supplies technical support to customers on an international scale. Panduit is committed to helping organizations become more productive and profitable, and is always striving to put its partners ahead of their competition.
- Choosing the correct cable cleat to protect you unique project will assure optimal performance, reliability, and qualiity. Panduit is proud to introduce the new Cleat kAlculatorTM App for IOS and Android


To simplify this selection decision, three easy steps allow users to:
- Select a cable layout
- Input cable out diameter
- Input peak short circuit current
Panduit at the Forefront of IEC 61914
The below video explains how a short circuit event should be avoided at all costs.
However if they do occur regardless of how much prevention. When it does occur we need to ensure that the cables, infrastructure and facility are safe as well as the personnel by installing a proper cable cleat.
IEC 61914 2015 standard applies to cable cleats used in a cable tray to secure power cables. Standard outlines and structures how to properly test, design and install a cable cleat to prevent a short circuit.
Panduit has a vast range of cable cleat solutions allowing cables to stay covered if a short circuit fault occurs. This reduces the impact of disruption and damage to people and buildings.
Designed to make installation simpler when working in arduous environments in a many different applications, Panduit can find a product solution to meet your requirements as well as offering job productivity, reliability and safety.
Why Panduit Cable Cleats?
The industry’s first solution that has streamlined the selection process, tested to IEC standards bringing the vision of creating an engineering specifiable products to the EPC and Contractor firms.
| Tested to IEC 61914:2015, the latest and most globally recognised cable cleat testing standard |  |
| Simple and intuitive design leads to increased productivity |  |
| Industry-unique mounting brackets and installation tools |  |
| Compatible with a variety of ladder racks and cables |  |
THORNE & DERRICK
Thorne & Derrick are national distributors of LV, MV & HV Cable Installation, Jointing, Substation & Electrical Equipment – servicing businesses involved in cabling, jointing, substation, earthing, overhead line and electrical construction at LV, 11kV, 33kV, 66kV and EHV. Supplying a complete range of power cable accessories to support the installation and maintenance of low/medium and high voltage voltage power systems:
- Slip-on Cable Terminations
- Cold-shrink Cable Terminations
- Heat-shrink Cable Terminations
- Cable Joints – Heat & Cold-shrink
- Separable Connectors (Euromold)
- Surge Arresters & Switchgear/Transformer Bushings
Key Product Categories: Duct Seals | Cable Cleats | Cable Glands | Electrical Safety | Arc Flash Protection | Cable Jointing Tools | Cable Pulling | Earthing | Feeder Pillars | Cable Joints LV | Joints & Terminations MV HV
Cable Cleats from Ellis Patents | Better By Design
November 11th, 2019
-
uploaded by -
Chris Dodds - Thorne & Derrick Sales Marketing Manager
Major projects, new trains, bewildering technology: these are the big-ticket items that command everyone’s attention these days. And why wouldn’t they?
Who cares about the high-volume, low-cost bits and pieces that literally hold the railway together? Nuts, bolts, pins, clips, arms, brackets…
Politicians don’t cut ribbons at the installation of a cable cleat, but they might – conceivably – have to explain the havoc wreaked by one failing following an electrical big bang.
A single dodgy component can inflict disruption and embarrassment that’s wholly disproportionate to its size and cost, by a very significant factor.
With this in mind – as the magazine’s unofficial Analogue Correspondent (my heart was hewn from the earth by Victorian navvies) – I was despatched to Rillington in North Yorkshire to visit a company that’s been keeping cables in check for almost 60 years.
In parts, the experience proved surprisingly digital.

Basic Principles Of Cleating Cables
In case you’re unfamiliar with the term, a ‘cleat’ is used to secure LV MV HV electrical cables to a structure by installing them at intervals along the cables’ length. What could be simpler?
But there are a number of factors affecting its ability to fulfil that role safely and effectively, including environmental conditions, the materials used, performance in the case of fire or impact, resistance to corrosion and the cleat’s strength.

Installing Ellis brackets in the Severn Tunnel
The latter is often determined using a mechanical tensile test; however, the results can prove misleading as the force is applied in a slow, controlled manner.
The electromagnetic forces in short-circuit conditions act almost instantaneously and oscillate in every direction, sometimes with destructive consequences.
A cable cleat is most likely to fail at peak current, about 0.01 seconds after the event starts; a breaker won’t have woken up by then.
So, the only reliable way of demonstrating that a cleat will withstand the resulting forces is to also conduct a short-circuit test – International Standard IEC 61914 provides a formula for calculating those forces between two conductors in a three-phase supply. Potentially, they can amount to several tonnes.
Restraining cables during a fault is a fundamental role of the cable cleat; it’s a means of protection as well as support. In order to withstand the applied forces, the optimum spacing between each cleat can be determined using a formula which takes account of the required loop strength and peak short-circuit current.

Production of Centaur Cleats
Potted History Of Cable Cleats
None of this is news to the specialist team at Ellis – formerly Ellis Patents – which boasts a skilled workforce of around 60, mostly residing in the towns and villages around Rillington.
The firm was founded by Arthur Ellis, who piloted more than 90 bombing missions for the RAF during the Second World War.
Back on civvy street, he trained as a plumber and set about manufacturing plastic pipe clips and cable clamps, with electricity boards as his major customers.
That was 1962; today the firm has an annual turnover of around £7 million.
The operation moved to its current site in 1974, about a mile from the York-Scarborough line. Unfortunately, the village station had closed 44 years earlier. Following Arthur’s retirement in 1987, the company was acquired by Chris Calvert – its current chairman – and fellow investors from Walkern Victoria Industries. It acquired EDL Cable Supports in 2002 and has since become a global force, offering one of the most comprehensive catalogues of cleats, clamps, hangers and associated peripherals to international clients and projects.
As you walk around, you get the sense of an open, collaborative culture and an engaged workforce. Innovation is encouraged and facilitated through ongoing – and sometimes speculative – investment in new kit. This is not a company that’s resting on its laurels, but neither are staff being driven to distraction. Managing Director Richard Shaw tells me they are encouraged to go home at the appointed time and not check their emails. One culprit habitually ignores the edict whilst another recycles redundant equipment to assist with his construction of a traction engine! This seems a happy place.
Vertical Integration

Production tooling manufactured by Ellis
Unlike many competitors, Ellis is fully resourced in-house – not only designing its own products, but also building CAD models and subjecting them to finite element analysis. “This tells us where a component will break and under what force”, says Richard. “Then we can 3D-print it.
“We know the printed model is about 40 per cent of the strength of the real thing due to the difference in plastics so – when we test it – if it comes out at 40 per cent of the figure we were expecting, we know we’re on the right track. We can do all that work without ever making anything, but it gives us the exact volume of materials needed, how long it will take to manufacture and the price.”
Beyond that, Ellis’ capabilities extend to prototyping and tooling for die-cast and injection moulding. This creates enormous flexibility and an inventive mindset: when a client comes with a problem, ways and means are readily available to develop custom-made solutions.
Through the 37 miles of tunnel on High Speed 1, there’s an Ellis cable cleat every 600mm. When the consulting engineer first approached the company during construction, he told them he needed 70,000 bespoke aluminium cleats in 12 weeks. They were designed, tested and delivered on time.
Ellis products are deeply embedded on the London Underground and Hong Kong Metro; they also formed part of the design for the recent installation of overhead line equipment through the Severn Tunnel. Thousands of its Centaur cleats can be found in the London Power Tunnels – extending for 20 miles under the capital – as part of the firm’s biggest ever order, worth £1.5 million. And the UK’s Astute-class nuclear-powered submarines also feature its cable clamp products.
Attention To Detail
As we know, though, the railway is different; visit most of our classic tunnels and you’re unlikely to see many cleats. Instead, the approach taken since the advent of power, telecoms and signalling was to place the associated cables on hangers, fixed to the sidewall. It’s quick and makes life easy. But even here, there’s scope for improvement.
Stephen Walton, Ellis’ Technical Director, revealed: “We’ve reworked the traditional pressed-steel hanger to be stronger and safer by adopting a curved profile; they use less material so the shipping costs are cheaper. We’ve also developed polymer cable hangers which are lighter-weight, offer more insulation resistance and will never corrode.

Emperor Cleats
“A lot of what we’re doing is about making the products easier to carry and improve speed of install, responding to the needs of the contractors we’re increasingly working with.”
When legacy hangers become life-expired, Ellis has a modular retrofit system which can be secured in place without disturbing the existing cable system. There’s a delightful simplicity and elegance about these products. I spent much of my chat time with Richard and Stephen fiddling with a stackable twist-to-fit no-bolts cleat, a unique device conceived in response to a Network Rail enquiry. The action had something very pleasing about it.
Inevitably, there is a procurement challenge here. Ellis’ polymeric products are more expensive than its metal variants, but being less heavy improves installation efficiency – a big issue for the rail industry given the scarcity of possession time – whilst their longevity means that whole-life costs are lower.
Cable cleats can be supplied pre-assembled with the requisite fixings – pushing up the initial purchase price but delivering benefits that reduce costs overall. Until we get our heads around these issues and learn to buy smarter, better products and lower expenditure will elude us.
All That Glitters…
2019 represents another busy year for Ellis as it continues to grow the business. It has much to offer the rail sector through a sharp focus on innovation, responsiveness and value. Of course, its competitors would say the same thing – they have similar brochures, product ranges and part numbers. “Their ‘innovation’ is copying us,” Richard reflects ruefully.
It’s indicative of the company’s position in this market that others closely follow Ellis’ lead. However, whilst imitation is often flattering, it rarely compares favourably with the original.
By Graeme Bickerdyke
Further Reading
- IEC 61914 – Cable Cleats & Short Circuit Protection Calculations
- Fire Resistance & Cable Cleats – Surviving Fire, Flame & Extreme Heat
- Triplex Cleats – Selection Guide for Cleating 11kV BS7870 Part 4.10 Cables
- Stainless Steel Cable Cleats – Preventing Galvanic Corrosion Of Cable Fixings
- Ellis Patents Cable Cleats & Cable Basket Tray for Securing High Fault Level Cables
- Stainless Steel Cable Cleats v Ties – The Myths Debunked By Ellis Patents
Thorne & Derrick
T&D are Specialist Distributors to UK Distribution Network Operators (DNO’s), NERS Registered Service Providers, ICP’s and HV Jointing Contractors of an extensive range of LV, MV & HV Jointing, Earthing, Substation & Electrical Eqpt – this includes 11kV/33kV/66kV joints, terminations and connectors for both DNO and private network applications.
Contact our UK Power Team for competitive quotations, fast delivery from stock and technical support or training on all LV-HV products.
Key Product Categories: Duct Seals | Cable Cleats | Cable Glands | Electrical Safety | Arc Flash Protection | Cable Jointing Tools | Cable Pulling | Earthing | Feeder Pillars | Cable Joints LV | Joints & Terminations MV HV
➡ Read: Thorne & Derrick Announce Distribution Agreement & Contract With Nexans
Cable Cleats & Fixings For The Rail Industry by Ellis Patents
November 5th, 2019
by Phil Goddard
Technical Development at Ellis Patents; a globally renowned designer and manufacturer of cleats, clamps and hangers.
Investment in the rail sector has grown rapidly over the last decade and much greater funding is expected going forward.
Both UK and worldwide there is a growing ambition for modern, reliable and sustainable mass transit systems. Overground and metro schemes are taking shape in many high population density areas, powered by low carbon energy sources.
Decarbonisation of the rail sector is the main driver.
The UK has the oldest rail infrastructure in the world, with much still dating from the Victorian era. A series of spending Control Periods is gradually providing the upgrade and new-build needed.
The current CP6 rail industry spending period is now active and although project spend commitment was initially slow, it is expected to ramp up soon. Huge investment is helping to modernise this industry at many levels with electrification at the forefront.
CP6 Plan Infographic: Courtesy ATA Recruitment.
ATA Recruitment are one of the UK’s leading technical recruitment agencies and can help you take the next step in your engineering career

CP6 Plan Infographic
Bi-mode operating trains using either electric and diesel or electric with battery will assist in decarbonising the rail sector. Although hydrogen powered trains are possible in the future, electric motive power will increase and dominate for many more decades.
The costs of operating electric trains are significantly lower than those of diesel trains; and electric trains can provide improved journey time, customer ambience and environmental benefits. The issue is that the cost and delivery risks of conventional (or continuous) electrification are perceived to be too high.
The Great Western Electrification Programme (GWEP) and Midland Mainline projects have started the ball rolling in the UK, and much experience has been gained both technically and in handling project risk. It is important that electrification of the rail network continues to realise the ambition to decarbonise the railway.
Rail electrification requires both power cables and Overhead Line Equipment (OLE).
Upgrades and new-build schemes must adhere to rail industry National Technical Rules (NTRs) and European Technical Specifications for Interoperability (TSI) and these will provide guidance for cabling. Short circuit fault levels in the rail sector are generally low (compared to other industry sectors) and most installations will not exceed 20kA. Ellis has the most extensive range of cable cleat designs on the market and as such, has a range of offerings suitable for all applications within the rail industry.

Cable Cleats Manufactured by Ellis Patents
Cable Hangers
Overground and underground rail sectors use an extensive range of cable types including telecoms, alarm and control cables, signalling and data and of course, a range of power delivery and electrification cables. Many rail cables are installed using cable hangers.
Ellis has improved the design of the basic galvanised steel hanger with reduced weight, radiused corners (to reduce damage to cables during installation) and a convex hanger profile for cable sagging – see Ellis Patents Cable Hangers.
Ellis manufactures cable hangers that are curved to fit the profile of a tunnel. These reduce the level of supporting steel structures necessary as the cable hangers can attach directly to the tunnel profile. Where the kinematic envelope of trains is tight and space is restricted, these profiled hangers provide a neat solution.

Ellis Patents No Bolts Cleat
The Ellis Patents No Bolts Cleat was designed to a specific remit from Network Rail.
Contractors had been injured when working live on cables where metallic components in the cable fixings tore through the cable sheath. Network Rail’s design brief for a new-style fixing specified no metal parts and no tools required for installation and maintenance. The No Bolts Cleat was fast-tracked successfully through the development stages using rapid prototyping technology and achieved its Network Rail PADs approval within a year. The product is also fully compliant with IEC 61914 having been short circuit fault tested to 101kA. No Bolts Cleat won the Electrical Times “Best Innovative Product of the Year 2016”.

Harsh Environmental Conditions
Ellis were approached in 2016 to supply cable fixings to the Severn Tunnel Electrification Scheme, part of the GWEP project. The tunnel conditions are severe with sea water ingress and a high corrosion environment. A 60-year design life was specified and as such, Ellis Patents adapted their standard 2F+ cable cleat product to include a super duplex high-chromium fixing plate which satisfied the project requirements.
References – Railway Industries Association. RIA Electrification Cost Challenge. March 2019. Phil Goddard – Technical Development at Ellis Patents
Further Reading
- IEC 61914 – Cable Cleats & Short Circuit Protection Calculations
- Fire Resistance & Cable Cleats – Surviving Fire, Flame & Extreme Heat
- Triplex Cleats – Selection Guide for Cleating 11kV BS7870 Part 4.10 Cables
- Stainless Steel Cable Cleats – Preventing Galvanic Corrosion Of Cable Fixings
- Ellis Patents Cable Cleats & Cable Basket Tray for Securing High Fault Level Cables
- Stainless Steel Cable Cleats v Ties – The Myths Debunked By Ellis Patents
RAIL CABLE ACCESSORIES, ELECTRIFICATION

& INSTALLATION EQUIPMENT
Thorne & Derrick supply an extensive range of 400V-66kV Rail Cable Accessories & Power Distribution Systems including feeder pillars to contractors undertaking Low Voltage Power Distribution, HV Electrification & Substations, DC Traction & Networks, OLE and Track Feeder Cable Renewals – a complete range of Network Rail PADS approved track terminations, cable joints, cable repair and connection products up to 25kV, including 3M Cold Shrink, Pfisterer CONNEX and Nexans Euromold products.
Full range of Cable Pulling Equipment & Products to ensure safe and efficient of rail cables in to cable ducts and containment infrastructure including cable troughs.

Reliable & Compliant Cable Accessories for Substation, Trackside & OHL Power Supply

Thorne & Derrick provide next day delivery from stock at competitive prices for the PBwel range of Operating Poles & Temporary Earthing Kits; the complete range consists of DEP Short Earth Leads, J117 Rail Clamps, Long Blue Interlocked Earths, Short-Circuiting Straps, Rail Bonds, Rail Jumper Bonds, Rail Poles, Voltage Detectors, Rail Socket and Heads, Arboriculture Equipment and Signal Sighting Targets.
Cable Cleats – Costs v Quality
October 9th, 2019
Ellis Patents Cable Cleats
Cable Cleats
-
uploaded by Chris Dodds | Thorne & Derrick Sales Marketing Manager
Ellis Patents based in the UK are world leading manufacturers of cable cleats and cable clamps used to clamp and support LV-MV-HV cables – this includes 11kV-33kV medium/high voltage power cables in single, trefoil or bundled formation.
Ellis Patents are global leaders in the innovation and manufacture of nylon cable cleats, aluminium cable cleats and stainless steel cable cleats – Ellis satisfy the operational requirements of the construction, oil, gas, rail, utilities, wind energy and power generation industries.

Stephen Walton Technical Director Ellis Patents
Stephen Walton, Technical Director of the world’s leading cable cleat manufacturer, Ellis Patents, recently bought a home in need of complete renovation. While pondering how he could extend the number of hours in a day in order to get the project finished, he also found himself asking the age old question – ‘Why don’t they build them like they used to?’
“Taking on a renovation project probably isn’t the most sensible thing I’ve ever done; especially when you consider I have a challenging full-time job and a rapidly growing son. But my wife and I had been in the same house for ten years, and it was fair to say we’d outgrown it.
We could have bought a brand new house on a nearby development, but instead we opted for a 1930’s property that needed fully refurbishing.
Why? Well, in my experience buildings today are built for a price, and not for the long term – a view that has been backed up by many of the tradesfolk who have been to the new house, and have all commented on the build quality of it compared to today’s new build homes.
I realise this sounds like I’m teetering on the edge of a grumpy old man rant about how things were better in the old days, but I’m not. I believe we live in the most exciting of times, and that the technology we have access to enhances our lives in a myriad of ways – whether at home, work, play or anywhere in between.
But advances in technology don’t necessarily mean improvements. In the 1930s, houses were built in a robust way as the mentality was different. Yes, cost was an issue, but longevity was key. Over the following 90 years industry mastered the art of producing products that will survive the required life span, but no more.
Described as the bathtub curve, this approach has been developed so costs can be cut to the bone, while products will only last as long as absolutely necessary. Some consider this is efficient, but for me it’s a clear case of going too far in the pursuit of margin.
The Hackitt Report, which was commissioned following the Grenfell Tower tragedy, takes a hard hitting attitude towards bathtub building methods; citing a lack of responsibility and commitment to safety in the industry.
The report insists on major change, in particular that systems as a whole are considered, rather than individual manufacturers testing their own products in isolation, which is very much accepted current practice.
Earlier in my career I worked in the subsea oil and gas industry, and during that time the Gulf of Mexico Macondo incident led to the kind of sweeping change that Dame Hackitt want to see.
The industry had become complacent and a series of failures contributed to the disaster. Post Macondo, documentation requirements increased significantly, and many more FMECA reports were needed.
Applauding what the subsea, oil and gas industry has achieved is easy, but a great deal of that has been down to exceptional internal housekeeping.
In contrast, the task the construction industry has been set requires wholesale change from manufacturers up – and once again that brings the bathtub curve back into play.

At Ellis we design, manufacture and supply cable cleats that are tried, tested and trusted around the world. We rigorously short-circuit test all of our cleats to ensure they will do the job they are designed for – that is to keep powerful electrical cables secured in short-circuit situations. And we don’t stop there.
We offer project specific testing, so that those specifying and installing our cleats do so safe in the knowledge that they are perfectly suited for that particular project. And still we don’t stop.
We are called in with increasing regularity by the likes of Siemens, Balfour Beatty and National Rail, to design bespoke solutions to solve problem installations or help consign health and safety issues to history.
Over the years we’ve banged the drum about the importance of cable cleats; reacted to a veritable flood of cheap and unsafe markets by focusing on the vital importance of correct specification; celebrated the introduction of British, European and International standards governing the use of cleats; and welcomed the arrival of others to into the market who read from the same hymn sheet as we do.
What this has all meant is that today I can confidently state the vast majority of cable cleats specified and installed in any major project, virtually anywhere in the world, are selected because of their proven quality as opposed to being selected solely on price. A position that certainly means the bathtub curve has been smoothed over.
But moving forward will this victory for quality over cost be enough? And if not, where does the responsibility for whole system testing fall? Individual manufacturers coming together to test and sell whole project solutions as opposed to their own, often highly specialised, products? Specifiers? Contractors? Installers?
Sitting in the stripped down shell of my 1930s refurbishment project, I feel whole system testing is a step too far. This house was built at a time when buildings were built to last, and the quality of products used during construction were deemed far more important than their cost.
If, post Hackitt, the building industry can return to those days – and thus shelve the cheap and often unsafe products that have been responsible for so much heartache –; then the question we’ll be asking in years to come will no longer be “why don’t we build them like we used to?”, but “why didn’t we always build them like this?”
Ellis Patents Cable Cleats
Further Reading
- IEC 61914 – Cable Cleats & Short Circuit Protection Calculations
- Fire Resistance & Cable Cleats – Surviving Fire, Flame & Extreme Heat
- Triplex Cleats – Selection Guide for Cleating 11kV BS7870 Part 4.10 Cables
- Stainless Steel Cable Cleats – Preventing Galvanic Corrosion Of Cable Fixings
- Ellis Patents Cable Cleats & Cable Basket Tray for Securing High Fault Level Cables
- Stainless Steel Cable Cleats v Ties – The Myths Debunked By Ellis Patents
Thorne & Derrick
T&D are Specialist Distributors to UK Distribution Network Operators (DNO’s), NERS Registered Service Providers, ICP’s and HV Jointing Contractors of an extensive range of LV, MV & HV Jointing, Earthing, Substation & Electrical Eqpt – this includes 11kV/33kV/66kV joints, terminations and connectors for both DNO and private network applications.
Contact our UK Power Team for competitive quotations, fast delivery from stock and technical support or training on all LV-HV products.
Key Product Categories: Duct Seals | Cable Cleats | Cable Glands | Electrical Safety | Arc Flash Protection | Cable Jointing Tools | Cable Pulling | Earthing | Feeder Pillars | Cable Joints LV | Joints & Terminations MV HV
➡ Read: Thorne & Derrick Announce Distribution Agreement & Contract With Nexans
