Insulating matting is a essential component of electrical safety and is specified and installed to provide protection against electrical shock and hazards around electrical equipment, such as switchboards and switchgear – this can include Low Voltage, Medium Voltage & High Voltage.
As part of a facilities standard risk assessment, where a potential for electrocution is present, then electrical insulating safety matting (commonly referred to as switchboard or switchgear matting) is recommended in the HSE’s Safe Working Practices for Electricity At Work document (HSG85) where it references BS EN 61111: 2009 (Live Working: Electrical Insulating Matting British Standards Institution).
“providing and using correct personal protective equipment (PPE) to reduce the risk of contact with live parts or earth, eg insulating gloves, insulating matting (see BS EN 61111:200917). If there is a risk of burns from arcing or flashover that cannot be avoided, consider the use of adequately rated, thermally insulating, flame-resistant, arc flash clothing or PPE (including face/eye protection).” HSG85
The range of CATU insulating matting conforms to the standards set out in IEC 61111 and provides MV-HV electrical protection for personnel working on medium and high voltage switchgear, switchboards, control panels and transformers.
The IEC 61111 standard sets out the requirements that must be met and supersedes the standard CLC/TS 61111:2006 and includes the following significant technical points:
General review of the requirements and test provisions
Modification of the test procedure for slip resistance matting
Specification of standard and alternative types of electrodes for the proof test
The conditioning time for low temperature folding test of insulating matting
IEC 61111:2009 is applicable to electrical insulating matting made of elastomer for use as a floor covering for the electrical protection of workers on electrical installations, including 11kV and 33kV substations.
LV MV HV Insulting Matting Explained
Selection of insulating mats for specific applications depends on the worker exposure to operating voltage and matting is tested to withstand certain specified voltages – referred to as the safe working voltage detailed below. Electrical safety matting is tested to a higher voltage than the certified use voltage – the voltage at which the matting is certified to is the Safe Working Voltage.
CATU Electrical insulating matting is specified and tested to IEC 61111 Category C with working temperatures to – 40°C for the following voltages:
Products that are covered by the IEC 61111 standard include live working, electrical insulating materials, insulating matting, elastomers, floor coverings, electrical safety, electric shocks, safety devices, occupational safety, classification systems, grades (quality), marking and testing.
See live working tools for further information about insulated tools in accordance with IEC Standards for working on energised low voltage cables.
Protecting Jointers & Electrical Engineers When Working Live On Cables & Switchgear – comprehensive ranges of insulating matting and insulated tools.
Catu Electrical insulating matting
Electrical insulating matting is available in roll form for placement and rolling-out in front of medium/high voltage switchgear rooms, motor control centres (MCC), traction power substations and UPS rooms.
Portable pre-cut insulating mats are available to provide protection to site engineers and cable jointers working on electrical installations in plant and lift control gear rooms – often used to provide electrical protection when 11kV/33kV jointing, terminating and glanding cables into electrical distribution equipment.
Complete range of LV-HV Insulating Matting for all medium and high voltage switchgear, switchboard and substation electrical safety protection up to 33kV.
Recommendations For Use & Storage of Matting
It is vital to store and use electrical insulating mats in the correct manner in order to prolong their lifespan and ensure they continue to function and provide the insulation levels required. When storing or transporting the matting it should be properly stored and should not be bent or deformed.
The insulated mats should also not be stored or used close to any excessive heat sources or exposed to direct sunlight for long periods. The ideal storage temperature for the mats is between 10°C and 21°C.
When using and installing any insulating matting, a visual inspection should be carried out first. If the mats are dirty they should be cleaned with soap and water and then dried, respecting the operation temperatures mentioned previously.
Ideal operating temperatures are between -40°C and 55°C and the mats should not come into contact with any chemical products as this can also damage the rubber. When installing the mats, place them on a clean smooth floor devoid of any aggressive elements.
Once installed, periodic inspection of the insulating matting should be carried out and mats should not be used if they have not been electrically tested for 12 months.
Typically, Class 1, 2, 3 and 4 matting should be tested every 12 months in accordance with IEC61111 – often a visual inspection for low voltage Class 0 insulating matting is adequate depending on matting condition. Aged matting showing clear deterioration should be subject to routine dielectric test to check and ensure insulating levels are maintained.
Insulating Matting FAQ’s
How Do Insulating Mats Work?
Rubber is a natural dielectric material and therefore inhibits the flow of electric charge as a result of its molecular structure preventing the free flow of electrons.
Where Should I Use Insulating Matting?
Insulating matting should be installed in front of low, medium and high voltage switchboards, in front of machine control gear, in plant and lift gear control rooms and as portable protection for site engineers working on live electrical equipment.
The working voltage and size of matting is dependent upon the class of the mat. CATU insulating matting is supplied in 5m or 10m long rolls and as either 0.6m wide, 1m wide or 1.2m wide dependent on class. The thickness of the matting is also dependent on voltage class.
What Is The Double Triangle?
Matting with the “double-triangle” symbol confirms the insulating matting is suitable for live working according to IEC 60417-5216.
♦ Further Reading
For more reading about Electrical Safety, read the T&D blog:
T&D distribute the most extensive range of LV, MV & HV Cable Jointing, Terminating, Cable Pulling & Installation Equipment – we service UK and international clients working on underground cables, overhead lines, substations and electrical construction at LV, 11kV, 33kV and EHV transmission and distribution voltages.
Thorne & Derrick invite you to join LinkedIn’s largest LV-HV Electrical Discussion Group : Low & High Voltage Power, Cabling, Jointing & Electricals. Discussion subjects include cable installations, cable jointing, substation, overhead line and electrical construction at LV, 11kV, 33kV and EHV. Network, engage and promote your profile, company or products with over 10,000 influencers.
Sealing Cable Ducts
Guest Blog: Steve Groocock (Duct Seal Products – Account Manager at Filoform UK)
Product Category: Cable Duct Sealing
Filoform FiloSeal +HD is a duct sealing system specified to protect and seal larger heavy armoured power and high voltage cables in LV, MV & HV substation ducts, bore holes or transit frames – the duct seal provides a strong support and cable sealing system using hexagonal tubes building a re-enterable honeycomb structure to resist water, gas and fire.
Re-enterable cable duct seals are easy to apply regardless of the type of cable scenario in the cable ducts as it uses a strong but flexible hexagonal tube structure to support the cable and provide a strong backing for the cable seal.
The duct seal system provides waterproof and gastight sealing of LV-HV and 11kV-33kV power cables into ducts. The FiloSeal+HD is suitable for any cable configuration (single, trefoil cables or multiple cables) contained within one duct and also allows for easy re-entry of the duct seal to add or remove cables or pipes as required.
Filoform Filoseal+HD is covered by a Test Report documenting successful pass status at Nedlab Laboratory for the following – this is based upon using Filoform’s hexagonal support system and sealing cable using their MD+ sealant.
Pressure Test, Bending Test & Pull Strength
Resistance Test Against Chlorine, Methane Gas & Chemicals In Hazardous Areas
Steve Groocock is the Duct Seal Product Manager at Filoform. Below he explains about attending a data centre site where he provided installer training prior to the installation of Filoseal +HD Re-enterable Duct Seal System.
“A skill is something that is learned over a period of time but sometimes it is best to pass along experience to a new user of any equipment, this includes cable duct seals. Recently, I attended site for a company who were working on the LV cabling associated with a new build data centre into an existing building structure.
The LV cable, ducting and electrical distribution system utilised existing switch rooms where possible but in order to add capacity to these areas, new penetration holes for the cabling needed to be added. These holes were core drilled directly through the existing structure. Once the cables had been pulled, there remained clear passages for the ingress of moisture, gas, dust and rodents into cable ducts.
Taking the strips of adjoined hex tubes, insert them around and between the cables to be sealed ensuring the spacing required is maintained – the strips can be inserted as a flat line or rolled to form a tight group of 5. If space is not available, the strip of hex tubes may be torn down to individual hex tubes.
Start at the bottom of the cable duct with the large blue tubes and build up to completion. Should there be heavy cables in the ducts, such as 11kV/33kV high voltage power cables, the hex tubes can be nested i.e. one small tube placed inside the other larger tube. The small light blue hex tubes are used to fill and seal the remaining small gaps in the cable duct. The installer should ensure the tubes are packed tightly to prevent cable movement.
Filoseal+HD duct sealing kits have been tested to provide watertight, gastight and/or fire resistant cable seals and were thus specified to fill in the voids in the concrete core drilled holes at the data centre.
Training took two hours and in this time it was up to me to pass on as much experience as possible at a steady pace so the new installer could take it understand and adopt the knowledge. The installer had previously not seen a duct sealing system like this so I took time to familiarise them with the component parts and how a finished cable duct seal installation should look like by way of a sample in a clear duct replica. I also showed the excellent Filoform HD installation video which can be viewed below.
Once we had seen the video and experienced the component parts of the duct seal we started to seal one side of one cable duct. The customer will be sealing both sides of the cable duct wall – we can see this in the pictures upon insistence from their end client.
The hands on training starts with myself and the trainee cleaning and abrading the cables and cable duct for the first 20-25mm inside the hole in the wall – cleaning cloth is provided with the duct seal kit. Preparation is key to the whole system – the most important point I stressed to achieve a hexagonal backing piece between each and every cable to create a reliable water and gastight cable duct seal.
The hexagonal tubes are placed around the cables to be sealed filling up all the gaps using the large and small hexagonal backers to ensure the cable support system is compact and tight resembling a honeycomb structure.
This is explained in the Video and instructions supplied with the duct seal kit but until seen it is not necessarily clear as to why. The space is there to ensure the duct sealant component, called Filoseal MD+, can reach all the areas of the void or cable duct needed to be sealed. This site was particularly challenging as the low voltage cables were held down close and clamped to the work face by cable cleats. However, I moved to the other side of the wall and moved the cables in a pit until my trainee could get the hexagonal pieces between each and every cable and between the cables and the core drilled hole edge.
Here the cables are pictured clamped to the cable channel using trefoil cable cleats as the cables depart the duct which was sealed using Fioloseal type duct sealing mastics.
This is the end of stage one. Once we both looked and examined the backing ensuring there were gaps around the cables to be sealed as specified, we moved on to the addition of the sealing mastic. The cable sealing mastic can be applied using a standard mastic gun, however we recommend investment in a quality installation gun. Once the sealant mastic is loaded in the gun I demonstrated on the lower half of this cable install how to ensure a cable seal by running a good bead around the hole edge on every cable. Once we had gone through several tubes of mastic we brought out the finishing sponge to wipe down and tidy the mastic finish – the duct sealant can take from 4 to 20 days to fully cure depending on local ambient temperatures and air humidity levels. Typically in the UK curing takes 8-20 days and backfilling of the installation should be avoided until at least 10 days after installation.
When backfilling ensure adequate packing is below the sealed cables in the duct before adding materials above the cables. In a vertical cable duct, group together strips or rolled groups of tubes and squeeze them into the a duct as one single unit.
Then proceed to maintain the required cable spacing by adding either large or small tubes (groups of or singly).
Duct Sealing – Preparation Is Key
The mastic should be patted in and around every cable ensuring each and every part of the cable duct seal was treated the same way – this patting motion encourages the cable sealant mastic to adhere to the hexagonal backing. Final checks led me to further pat parts between cables using the sponge edge.”
Duct seals suitable for LV-HV power cables in single, trefoil or multiple configurations, including 11kV Triplex and 33kV high voltages
Provides advanced and assured sealing against water and gas for cable ducts, bore holes and openings
Re-enterable sealing system future-proofed for retrofit of new cables or re-routing of existing through cable ducting
Cable duct seals provide protection of substations and basements against flood, fire and gas ingress dangers
Conclusion
Filoseal+HD duct seal system using MD+ has been heavily tested against pressure, pulling forces, chemicals, gases and hydrocarbons for use with low, medium and high voltage cables. Below we can summarise the results from Nedlab Laboratory Test Reports.
Duct Seal Test Description
Measurement
Result
Pass or Fail
Pressure
2.0 Bar
1.0 Bar long term, 2 Bar short term
PASSED
Pulling Force
100Kg
100Kg – 1000 Newtons
PASSED
Bend Test
10xd at 45 Degrees
10xd at 45 Degrees, with 1 Bar pressure
PASSED
Chlorine Gas
100% for 7 Days
Slight change on colour and texture
PASSED
Methane Gas
100% for 7 Days
Slight change on colour and texture
PASSED
Diesel
100% for 2 Years
Hardly any change
PASSED
Petrol / Benzene
100% for 2 Years
Hardly any change
PASSED
Ethanol
100% for 42 Days
Hardly any change
PASSED
AD Blue
100% for 21 Days
No change
PASSED
ASTM Oil
100% for 2 Years
Hardly any change
PASSED
Hydrogen Sulphide (H2S)
200ppm for 5 Days
Hardly any change
PASSED
Final Pressure Test – after completion of the bending and pull strength test the cable duct seals are tested at a pressure of 2.0 Bars.
Note the Test Results documented above have been done in accordance with Filoform installation instructions, however values achieved in field installations can vary if the instructions are not followed and results may vary depending on cable and duct tolerances such as cable duct size, material and cable density volume.
THORNE & DERRICK are national distributors LV, MV & HV Cable Installation, Jointing, Substation & Electrical Equipment – we service UK and global businesses involved in cable installations, duct sealing, cable jointing, substation, overhead line and electrical construction at LV, 11kV, 33kV and EHV.
Since 1985, T&D have established an international reputation based on SERVICE | INTEGRITY | TRUST.
Contact us for 3M Electrical, ABB, Alroc, AN Wallis, CATU Electrical, Cembre, Centriforce, CMP, CSD, Elastimold, Ellis Patents, Emtelle, Euromold, Filoform , Furse, Lucy Electric & Zodion, Nexans, Pfisterer, Polypipe, Prysmian, Roxtec, Sicame, WT Henley.Invitation: Thorne & Derrick invite you to join LinkedIn’s largest LV-HV Electrical Discussion Group : Low & High Voltage Power, Cabling, Jointing & Electricals. Discussion subjects include cable installations, cable jointing, substation, overhead line and electrical construction at LV, 11kV, 33kV and EHV. Network, engage and promote your profile, company or products with over 10,000 influencers.
Application: Connecting XLPE Insulated High Voltage Cable In Underground Trench
Polymeric insulated cables distributing high voltage electricity at 33kV can be used to joint cables with XLPE or EPR type insulation, armoured/unarmoured and with copper wire screen (BS7870) or copper tape screened cables (BS6622).
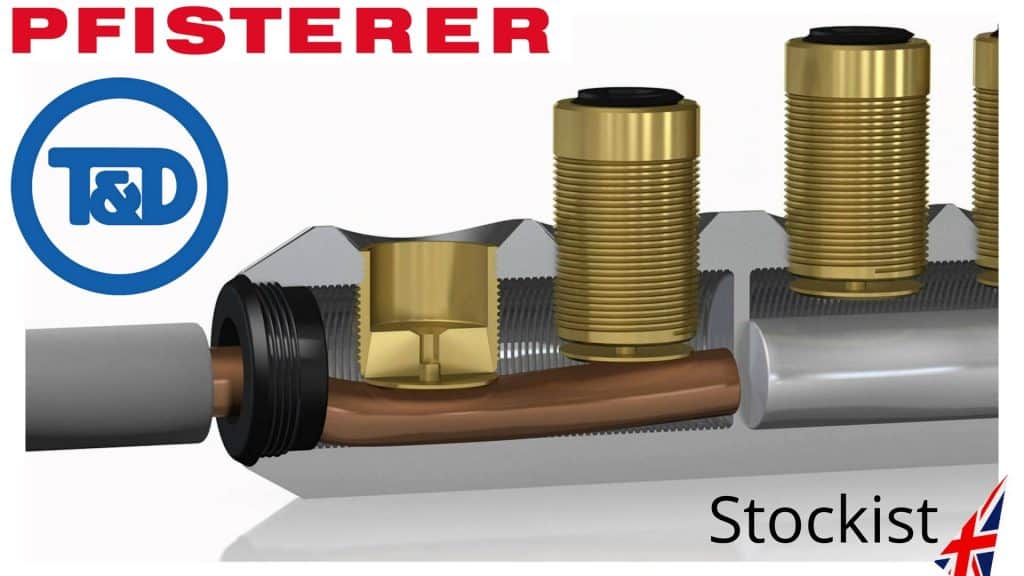
Heat shrink cable joints feature integrated stress control sleeves and torque controlled mechanical shearbolt connectors can be used to connect conductors (copper or aluminium) without resort to use of crimping tools or associated die sets.
Mechanical cable connectors are ideal for confined space cable jointing where there is restricted working space in manholes, cable vaults and underground trenches, especially on large cross sectional area conductors where hydraulic crimping heads coupled with foot pumps are required for conductor jointing. Bolted cable connections, such as Pfisterer SICON connectors, are installed directly onto the 33kV conductor using standard Allen keys. The bolt shears off smoothly and cleanly when tightened by the cable jointer.
Pfisterer Sicon – cable lugs and connectors with stepless shearbolts for use with cable joints and terminations on high voltage power cable systems
Heat Shrink
Primarily, a heat shrink cable joint provides electrical insulation, mechanical protection and stress control for high voltage power cables – integral also to the cable joint design is the requirement to prevent water ingress into the cables. Although initial risk assessments would include consideration of electrical water damage, such as cable flood damage, the requirement to deliver medium/high voltage power can necessitate cable exposure to potential flooding, condensation and water immersion. A robust cable joint is designed to withstand the deteriorative effects of water in both indoor or outdoor environments.
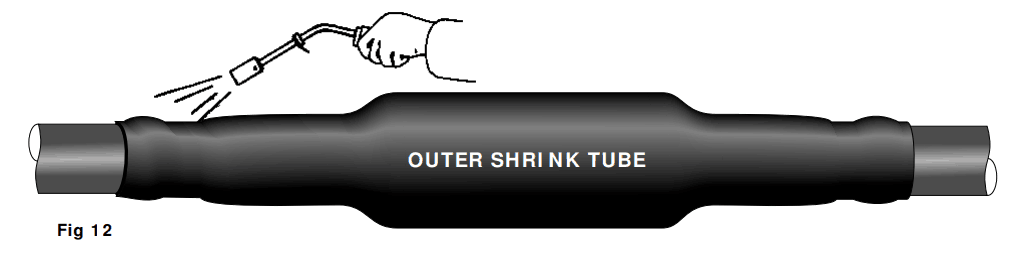
The cable joint kits include thick-wall heat shrink adhesive lined tubes to provide high performance water sealing, protection and corrosion resistance in above ground exposed or direct buried underground cable trenches – the outer protection heat shrink tubing (colour black) provides a moisture barrier to water ingress through the activation of an inner lining of adhesive which melts and flows upon the application of a heat source provided by the cable jointers gas torch.
Prior to installing the outer shrink tube the jointer should clean, de-grease and abrade the outer cable sheath of the 33kV cable – to achieve an even wall thickness the cable jointer should keep the flame moving and avoid scorch or burn damage to the heat shrink or cable.
The jointer will apply heat evenly to the centre of the cable joint – once the heat shrink tube is fully recovered (“shrunk”) the joint should be smooth, wrinkle-free and the heat activated sealant should be visible at the tube ends in contact with the cable sheath.
The tough and durable heat shrink provides reinstatement of cable sheath or jacket insulation and withstands trench backfill prior to energisation of the HV joint.
The 33kV joints are installed using normal procedures for heat shrink cable joints with clear installation instructions confirming precise cable stripping dimensions and marking measurements for sheath, semicon and insulation removal – joints are installed using the standard cable jointing tools depending upon cable construction.
Although not designed to be permanently submerged in water, 33kV cable joints use heat shrink tubes to prevent water ingress into high voltage cables whether buried underground or located onto cable containment in MV-HV substations.
Should you require any assistance with the selection or specification of MV-HV joints or terminations please do not hesitate to contact us.
The following Training Video shows the installation process for installing heat shrink joints to single core 33kV cable – this Video is for familiarisation purposes and not intended as a substitute for attending recognised industry training courses and achieving manufacturers competency. The Video produced by SPS with narration provides comprehensive guidance from the initial stripping and removal of the 33kV cable sheath to the final completion of the heat shrink joint.
T&D distribute the most extensive range of LV, MV & HV Cable Jointing, Terminating, Installation & Cable Pulling Equipment – we service UK and international clients working on underground cables, overhead lines, substation earthing and electrical construction at LV, 11kV, 33kV and EHV transmission and distribution voltages.
The following LinkedIn Comments provide some expert guidance, insight and advice on how to avoid the dangers of substandard installation of heat shrink cable terminations on high voltage systems. Generally, when categorising voltages we include 11kV and 33kV power systems into the high voltage (HV) definition.
However contractors, manufacturers and the industry would also argue that 11/33kV should be classified as medium voltage (MV) and HV commences at 66kV.
The Comments below were in response to the following site installation photograph of an 11kV cable termination. Let us know your thoughts and we will include to the thread in order to improve readers knowledge and reduce industry risk.
Scott Wilkie HV Power Distribution Engineer at Scottish Power – cable entry points through the cable gland plate would be better if centralised. Crossing cores with increased stress over insulation, clearly used to phase out the cable sections in the box. Would prefer to see 11kV single cores with a trifurcating joint outside of the cable box if that was possible.
Brendan Preece, P.E.HV Electrical Engineer – in addition to previous comment, use a high voltage two-hole compression lug that matches the two-hole terminal pad for good low-resistance metal-to-metal surface area contact.
Tony Haggis Director at Tony Haggis Consulting Ltd– the HV cable box is designed for single core cable terminations only. It’s impossible to use 3 core cable and maintain clearances between the cores – hence the black discharge marks. Not sure why anyone would use 3 core XLPE cable these days – single core triplex is cheaper and much easier to joint and terminate. Most UK DNOs and European utilities use it. There is no way to recover the heat shrink cable terminations other than cut all the cables out and replace with single cores with trifurcating joints outside. Also I’m amused by the use of the outdoor rainsheds – not only unnecessary but they also make the clearances worse.
Colin WoodmanTeam Leader & HV Cable Jointer DELPRO –I could be wrong but looking at it I am struggling to see where, other than down near the bottom of the heat shrink cable terminations, that the semi con screen had been cut and the mastic installed…cables must only cross where the semi con is still in tact. This is why HV cable terminations like this should be designed from the top down not from the cable strip up.
Tony Haggis Director at Tony Haggis Consulting Ltd – in view of Colin Woodman’s comment I’ve looked a bit closer at the picture and it could be salvaged by remaking the heat shrink termination using what we used to call a “crossed core” kit that we used to use with 11kV belted paper cable. This kit included heat shrink semicon heat shrink tubes that we used to screen the cores up to the stress control tube which was placed up near the cable lug.
Perhaps stripping off the existing cable termination and extending the core screen with semicon tubes could then place the stress control tubes up between the perspex phase barriers. I personally wouldn’t guarantee it as we don’t know what discharge damage has already been caused. If one was determined to use 3 core 11kV cable in this box then a top down screen off measurement would work but I would want the termination manufacturer’s view first. Looks like the semicon has been terminated taking a measurement from the crutch leaving unscreened core in the areas to be crossed.
I’ve always advocated taking the screen-off measurement from the HV cable lug thus leaving maximum screened core in the box. However, most termination manufacturers give a bottom up dimension but will give a top down dimension when asked.
Michael White CEO at Campbell White – Colin you are spot on where a cross or a roll on end termination you must know creepage distance on these lineal stress terminations: on all Raychem terminations 90mm from top of black semiconductor heat shrink to open conductor then you can roll and cross on the semicon screen and have no trouble. There is no science taught these days on stresses and zero potential for cable jointers. I can understand third world jointers making mistakes but not educated ones.
Dan James MIETTechnical Services Engineer – Senior Authorised Person at NG Bailey – complete mess. As suggested above this can’t be saved. Cut it all back, do a cable joint to single cores, get rid of them heat shrink sheds and perspex.
Richard PoulterSPS Managing Director – looks like a 33kV termination because of the phase barriers but more so the sheds per phase and the length of the stress control tubes which you can see the outline of below the anti-track tubes (they look about 260mm long). You can make out the semi-conductive screen ends because of the small bulge where the yellow stress tape is applied but most of the stress control tubes are fitted below this point rather than above it. So the majority of the stress tube is not doing anything.
I suspect the heat shrink cable terminations are fitted this low because the cable jointer was probably trying to achieve a distance of 250mm from the top of the stress tubes to the bottom of the lug barrels. The cable end termination box just does not look big enough for this voltage class termination, probably better to have used single core cable and they might have had a chance of achieving the cable spacings. Lots of discharge going on. That phase on the right looks like totally different anti-track but the intense heat has discoloured the other phases by the looks of things. Has it blown yet?
Maybe do a Trif joint below the cable box and take single cores in. If little space, use Raychem IXSU heat shrink kits or a cold shrink termination. Life expectancy is hard to pinpoint but there is a lot of discharge going on so they should schedule this within a week otherwise the damage will be a lot more. The temperature at the discharge can be as high as 1000 degC and once the carbon deposit increases on the cores, the quicker it will fail.
Andy O’MalleyAllteck IBEW 258 EHV Cable Jointer/Splicer– they could have broke this 3 core cable into single cores outside of the 11kV box utilising jacket reintroduction kits and glanded the single cores individually and this would of been a perfect installation.
John ThompsonHigh Voltage Cable Splicer– Okay, honestly it looks like hell. But let’s pick this apart. There are 12 cables in this picture (4 per phase). The 11kV terminations appear to be in some kind of a protected cabinet so they could operate for a length of time if this was some form of a temporary hookup. In my opinion this is more of an engineering catastrophe than a cable splicers mishap.
Joe KinnaneHV Electrician/ Transmission Cable Jointer With Western Power–they clearly needed to be “broke out” way lower than they have been with longer spaces between the stress point on the different phases! Heat shrink tubes weren’t pushed down fully on the breakout either.
Evan Paul GalleozzieApproved Electrician –bad design of the entry of the 11kV cables which has resulted in a mess of the cable terminations. And a few of the the cables look in a poor condition. And the CPC’s could have been installed properly using crimping tools, too much copper showing. Bad, bad, bad.
Christopher WilliamsHead of Services and Support at IPEC Ltd – looks like a severe case of surface tracking on the heat shrink cable terminations (a form of partial discharge). This is likely caused by the inadequate installation of the feeder cables increasing the electrical stress across the surface of the high voltage cable insulation. Any dirt/dust/contamination would then have helped create small electrical discharges across the insulation causing the carbonisation you see in the image. Over time this will compromise the insulation further, finally resulting in a catastrophic failure. Interestingly, this could have been detected via PD monitoring, in this case, ultrasonic emission would have been emitted and sensors could have detected the inception and location of this defect long before it got to this stage!!!
Thorne & Derrick
Suppliers of HV Joints, Terminations & Connectors
Thorne & Derrick distribute the most extensive range of MV HV Medium & High Voltage Cable Joints, Terminations & Connectors from manufacturers including 3M, Prysmian, Nexans Euromold, Elastimold, Pfisterer CONNEX and Shrink Polymer Systems.
Heat shrink, cold shrink, push-on and slip-over cable accessories enable the jointing, terminating and connection of 11kV-33kV and 66kV-132kV cables to oil, air or gas insulated switchgear, transformers, motors and overhead lines distributing electricity at MV HV.
Thorne & Derrick stock 11kV 33kV 66kV Joints & Terminations suitable for XLPE, PILC and EPR cables, in both heat shrink and Cold Shrink technologies, to service the medium/high voltage power cable accessory requirements of UK and international customers.
Stockists & Distributors of High Voltage Joints Terminations Connectors
Contributed By:Watkins and Jacomb Construction Power & Consultancy
WJCPC are specialist LV HV Cable Termination & Jointing contractors with over 20 years experience in the High Voltage Electrical Industry covering the utilities, renewable energy, rail, data centre and general industry sectors – UKPN competent for LV & HV Termination and Jointing Of Cables, Confined Spaces, Substation Entry and Cable Fault Finding.
In the following post Ben Jacomb highlights 5 serious shortcomings across cable terminations installations on the same site – this installation investigation underlines the scope for jointer error at various key stages including critical cable preparation mistakes prior to installing the HV cable terminations.
Clearly under-trained, unskilled labour has been used to perform work normally carried out by highly-skilled, experienced and certified cable jointers.
This article covers the termination of BS6622 11kV 3 Core XLPE high voltage power cables – in a previous contribution WJCPC discussed and displayed the process of terminating 11kV Triplex cables.
Steel Wire Armour – poor termination of the 11kV wire amours (SWA)
Semicon Screen – failure to observe correct measurement and use correct jointing tools
XLPE Insulation – undue care and attention by jointer when working on 11kV insulation
Disregard Of Cable Termination Instruction – failed to apply the void filler correctly
Cable Stripping – insufficient cable insulation on 11kV cable due to overstripping
“On behalf of one of our clients we were asked to complete several heat shrink terminations onto high voltage 11kV 3 core XLPE SWA power cables. After the first inspection of the HV cable terminations I was not satisfied with the cable jointers technique undertaken to remove the semi conductive layer, which had been done by using a semicon cable stripping tool. The high voltage semi conductive layer is semi bonded type so the stripping of the layer should be stripped by using a depth knife and the ringing of the stress control point on the 11kV cable by a soft file.
Thorne & Derrick are the UK’s largest stockist of cable jointing tools manufactured by Alroc.
Any marks left in the XLPE insulation of the 11kV cable will influence the magnetic fields inside the power cable and should be removed by emery cloth to leave a smooth finish eliminating any voids. If the heat shrink tube is shrunk on top of a void there will be moisture and where there is moisture there will be arcing, burning and then potential failure of the 11kV cable. If the semi conductive layer is not removed correctly at the crucial point then discharges arise causing damage to the cable.
♦ Further Reading:The Semicon Screen – A Most Critical Point In Any MV Cable Joint, Termination Or Connector.
Perfect Semicon Screen Cutback
Below are pictures and comments on several findings from recent 11kV cable termination inspections.
Steel Wire Armour
When terminating 11kV cables with heat shrink cable terminations there is a requirement to ensure safe earthing and termination of the armour wires (SWA steel wire armour) using cable glands, commonly referred to as “top-hat” cable glands.
In most 11kV cable installations the cable gland body can be installed after completion of the 11kV terminations. Completion of the final 11kV connections should be done before bolting the cable gland into place on the 11kV cable box.
Note, the correct jointing procedure for termination of the wire armour is to open-up or splay the SWA armours and bend back over onto the cable gland body and using worm drive clamps to connect the armour and screen earth braids to the gland body.
Before applying heat with a gas torch to the heat shrink tube, which is used to shroud and provide environmental and corrosion protection to HV cable terminations, the jointer can abrade the cable sheath and then using cable cleaning tissues thoroughly degrease the 11kV cable.
Insulated 11kV cable glands are also available for industrial medium/high voltage power systems with steel wire (SWA) or aluminium wire (AWA) cables.
Incorrect Installation Of HV 11kV Cable Glands
Correct Installation Of HV 11kV Cable Glands
Semicon Screen
The semi conductive layer cut back should be 20mm and not over according to the HV cable terminations instruction – on this cable installation the dimensional error was consistent on all 5 cable termination breakdowns with semicon screen layers averaging between 25mm – 40mm.
Semi Conductive Layer Length
Here, the semi conductive layer has been left on the 11kV XLPE insulation which can cause surface tracking and eventual flash over. This occurred on 2 out 5 cable termination breakdowns.
Semi Conductive Layer Left On The Cable Insulation
XLPE Insulation
Damage To 11kV Cable Insulation
Disregard Of Cable Termination Instruction
Here, the yellow mastic void filler has not been applied correctly by the cable jointer. It clearly states in the heat shrink termination kit instructions that 5mm of yellow mastic is to be installed on the copper tape screen and to continue over the semicon layer and then finish 10mm onto the cable installation. The yellow mastic is used to fill voids – the mastic provides stress relief from electrical fields so it is essential this is installed correctly.
Yellow Mastic Void Filler Not Applied Correctly On The Cable Terminations
Score marks on insulation – this will more then certainly cause flash overs as previously mentioned in this report.
Score Marks On 11kV Cable Insulation
Cable Stripping
The image above shows the XLPE cable insulation cut for a cable lug on one cable termination – the required insulation measurement is 5mm.
On all the cables that have been stripped using a stripping tool the cable jointer has left less then the minimum requirement of insulation needed around the conductor of the 11kV cable. The cable manufacturer has confirmed that the finished XLPE insulation around a conductor should be 3.4mm and any part of the insulation under the minimum of 2.95mm is a failure.
After breaking down 5 cable terminations to find 5 different failures on each one this is very concerning. I would not energise any of the 11kV cable terminations until further investigation.”
HV Cable Terminations
Thorne & Derrick distribute the most extensive range of HV Cable Terminations & Joints to suit 11kV/33kV medium and high voltage power cables, including indoor cold shrink and heat shrink terminations, outdoor pole-mounted terminations or separable connectors for gas insulated equipment applications.
HV High Voltage Cable Joints | Cable Terminations | Cable Connectors | MV HV 11kV 33kV
Joint | Terminate | Connect Medium & High Voltage Cables MV HV
THORNE & DERRICK are national distributors of Cable Installation, Jointing, Substation & Electrical Safety Equipment MV HV – we service UK and global businesses involved in cable installations, cable jointing, substation, overhead line and electrical construction at LV, 11kV, 33kV and EHV.
Contact us for 3M Electrical, ABB, Alroc, AN Wallis, CATU Electrical, Cembre, Centriforce, CMP, CSD, Elastimold, Ellis Patents, Emtelle, Euromold, Filoform , Furse, Lucy Electric & Zodion, Nexans, Pfisterer, Polypipe, Prysmian, Roxtec, Sicame, WT Henley.
Invitation
Thorne & Derrick invite you to join LinkedIn’s largest LV-HV Electrical Discussion Group : Low & High Voltage Power, Cabling, Jointing & Electricals.
Discussion subjects include cable installations, cable jointing, substation, overhead line and electrical construction at LV, 11kV, 33kV and EHV. Network, engage and promote your profile, company or products with over 10,000 influencers.
klauke ekm60unv – universal cutting, crimping & punching tool The Klauke EKM 60 UNV is a versatile battery powered hydraulic universal tool engineered that can be used as a battery powered cable crimping tool and battery operated cable cutting tools that comes...
INDUSTRIAL LABEL PRINTING SOLUTIONS When clear, durable and professional identification is required across control panels, cable systems, production facilities and industrial installations, print quality, reliability and ease of use are critical. Cembre industrial label printers are designed to support...





 working on medium and high voltage switchgear, switchboards, control panels and transformers.
working on medium and high voltage switchgear, switchboards, control panels and transformers.





















































Evan Paul Galleozzie Approved Electrician – bad design of the entry of the 11kV cables which has resulted in a mess of the cable terminations. And a few of the the cables look in a poor condition. And the CPC’s could have been installed properly using crimping tools, too much copper showing. Bad, bad, bad.
Christopher Williams Head of Services and Support at IPEC Ltd – looks like a severe case of surface tracking on the heat shrink cable terminations (a form of partial discharge). This is likely caused by the inadequate installation of the feeder cables increasing the electrical stress across the surface of the high voltage cable insulation. Any dirt/dust/contamination would then have helped create small electrical discharges across the insulation causing the carbonisation you see in the image. Over time this will compromise the insulation further, finally resulting in a catastrophic failure. Interestingly, this could have been detected via PD monitoring, in this case, ultrasonic emission would have been emitted and sensors could have detected the inception and location of this defect long before it got to this stage!!!
Thorne & Derrick
Suppliers of HV Joints, Terminations & Connectors
Thorne & Derrick distribute the most extensive range of MV HV Medium & High Voltage Cable Joints, Terminations & Connectors from manufacturers including 3M, Prysmian, Nexans Euromold, Elastimold, Pfisterer CONNEX and Shrink Polymer Systems.
Heat shrink, cold shrink, push-on and slip-over cable accessories enable the jointing, terminating and connection of 11kV-33kV and 66kV-132kV cables to oil, air or gas insulated switchgear, transformers, motors and overhead lines distributing electricity at MV HV.
Thorne & Derrick stock 11kV 33kV 66kV Joints & Terminations suitable for XLPE, PILC and EPR cables, in both heat shrink and Cold Shrink technologies, to service the medium/high voltage power cable accessory requirements of UK and international customers.
Stockists & Distributors of High Voltage Joints Terminations Connectors