uploaded by Chris Dodds - Thorne & Derrick Sales & Marketing Manager
Thorne & Derrick, Specialist Distributor of LV HV Jointing & Cable Installation Equipmentare working with Alroc to improve the efficiency of cable preparation for Jointers working on LV MV HV electrical distribution systems.
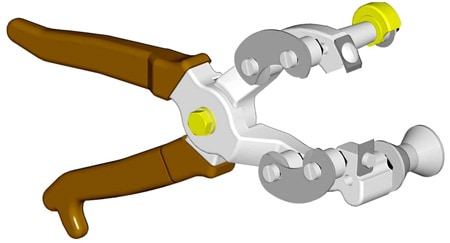
The innovative Alroc DBT compact cable stripping tool is used by LV Jointers employed by NERS Accredited Independent Connection Providers (ICP’s) for the removal of the PVC outer cable sheath and primary insulation over the stranded copper or solid aluminium conductor on BS7870 Concentric & Split Concentric cables.
These LV aluminium and copper cables are approved by UK Distribution Network Operators (DNOs) including Scottish Power Energy Networks (SPEN), Scottish & Southern Energy (SSE) and UK Power Network (UKPN).
Concentric and split concentric cables have been adopted as standard for use by DNOs to provide the final connection to residential properties. Additional cable functionality includes use for LV sub-main distribution and installation within high-rise buildings (LSZH Low Smoke Zero Halogen type) and street lighting systems.
The choice between Concentric and Split Concentric cable is determined by the supply type: TN-C-S supply for Concentric and TN-S supply for Split Concentric.
Concentric Cables
Concentric cables are used for power supplies with Protective Multiple Earthing (PME) systems, where a combined Protective Earth (PE) and Neutral (N) – together known as the PEN – connects the combined neutral-and-earth to real earth at multiple locations to reduce the risk of electric shock in the event of a broken PEN.
Split Concentric Cables
Split Concentric Cables are used when the power supply has separate PE & N conductors and are only combined as PEN near the power source. The Protective Earth and Neutral are not connected after the building entry point.
Jointers Tools
Alroc DTB cable end strippers enable the user to remove the outer sheath insulation of LV cable ranging from 16sqmm up to 150sqmm. The ruler engraved in the cable jointing tool sets the length of the XLPE insulation to be removed. The DTB cable end strippers are compact, light and heavy duty and are available for different cable sections – 16-25sqmm, 35-54.6sqmm and 70-150sqmm.
Alroc offer a range of low voltage cable preparation splicing and stripping tools suitable for use prior to cable joint and termination installation.
➡ Watch the following Video which demonstrates the ease and simplicity the Jointer can remove the cable sheath and insulation from the Concentric cables prior to installing the cable joints onto the distribution network.
Alroc Tools are used and recommended by PFISTERER for MV HV cable preparation of cables prior to installation of their market-leading CONNEX plug terminations for connection to gas insulated switchgear and substations.
Thorne & Derrick
T&D are Specialist Distributors to UK Distribution Network Operators (DNO’s), NERS Registered Service Providers, ICP’s and HV Jointing Contractors of an extensive range of LV, MV & HV Jointing, Earthing, Substation & Electrical Eqpt– this includes 11kV/33kV/66kV cable joints, terminations and connectors for both DNO and private network applications.
Contact our UK Power Team for competitive quotations, fast delivery from stock and technical support or training on all LV-HV products.
uploaded by Chris Dodds - Thorne & Derrick Sales & Marketing Manager
Alroc working with the Cable Policy Engineer at UK DNO Western Power Distribution have produced a customised cable jointers tool kit to enable the preparation of their medium/high voltage 33kV EPR type insulated power cables.
The Jointers Tools Kits are now standard issue to all WPD Apprentices upon completion of MV-HV jointer training.
The cable jointing tools are supplied in a carry case with foam insert and additional space for tape measure, torque wrench, rasp file, shears and jointers depth knives (0.4mm and 0.6mm) – these items are available for separate purchase from Thorne & Derrick.
Alroc Tools are used and recommended by PFISTERER for MV HV cable preparation of cables prior to installation of their market-leading CONNEX plug terminations for connection to gas insulated switchgear and substations.
Thorne & Derrick
T&D are Specialist Distributors to UK Distribution Network Operators (DNO’s), NERS Registered Service Providers, ICP’s and HV Jointing Contractors of an extensive range of LV, MV & HV Jointing, Earthing, Substation & Electrical Eqpt– this includes 11kV/33kV/66kV cable joints, terminations and connectors for both DNO and private network applications.
Contact our UK Power Team for competitive quotations, fast delivery from stock and technical support or training on all LV-HV products.
uploaded by Chris Dodds - Thorne & Derrick Sales & Marketing Manager
Information Courtesy: CA3C/2 Relating to General Requirements for 33kV Cable Jointing (Western Power Distribution)
MDPE stands for medium density polyethylene – this material is used principally as a cable sheathing material on larger size conductor cables with higher voltage ratings, such as BS6622 11kV and 33kV power cables.
MDPE cable oversheaths must be removed from medium/high voltage cables with care using depth guarded jointers tools – incorrect use of tooling may cause damage to the underlying copper screen wires thus reducing the cross sectional area of the screen and its ability to carry fault current to which its designed.
Thickness of the oversheath should be of equal thickness at any point within the cable sheath of the MV HV power cable.
This may not always be the case and the use of specialised cable tooling may cause damage to the underlying copper screen wires, it is therefore, advisable to test on a scrap length of cable before jointing commences.
This applies to the installation of cable joints, terminations or connectors when using PG type cable stripping pliers manufactured by Alroc.
Removing Cable Sheath
Removal using the correct size of Alroc PG pliers according to the outside and overall diameter around the MDPE sheath.
Adjust the depth of cutting blade in accordance with the thickness of the MV HV cable oversheath, there is a depth variation of 1, 2 or 3; try the depth of cut on the end of the cable or on some spare core
Hold the Alroc PG pliers at 90° to the cable and place on the cable oversheath termination mark is, apply a slight pressure to the plier handle and rotate the Alroc pliers through 90°. This will create a full 360° circumferential cut in the oversheath of the 11kV/33kV cable
Note – excessive hand pressure on the handles of the Alroc pliers will result in copper wire screen damage. This will place a 360° circumferential cut in the oversheath
Remove and turn the stripping pliers so as they are parallel to the cable fit the cable between the support roller and cutting wheel
Ensure the cutting wheel is placed to the waste side of the circumferential cut, apply a good pressure to the plier handle and pull the pliers longitudinally towards the cable end
Using the claw blades at 90° to the cable, place the top blade into the cut line, apply pressure and pull down and away from the cut line, this will open the oversheath
Should you require any technical support or field demonstration of Jointing Tools to remove the sheath, screen or insulation from LV MV HV cables please do not hesitate to contact Thorne & Derrick.
Uploaded by Chris Dodds - Thorne & Derrick Sales & Marketing Manager
Cembre RHU131-C
Thorne & Derrick International are Main UK Stockists and Suppliers of Cembre tools including crimping and cutting types for all constructions of LV MV HV cable including medium/high voltage 11kV/33kV power cables.
The following short article provides useful instructions about how to crimp aluminium conductor cables using Cembre model RHU131-C presshead – with built in safety valve the tool with by-pass the oil supply when maximum pressure has been reached.
The following excerpts are taken from the Operating Manual of Cembre RHU131-C hydraulic presshead crimping tool – however this information applies to the following tool model variants Cembre RHU131.
Cembre RHU131-C hydraulic crimping head is suitable for installing the same range of cable lugs, crimp connectors and terminals as Cembre HT 131-UC
For competitive prices, stock availability and technical advice about the Cembre RHU131-C tool please do not hesitate to contact us.
Crimping Aluminium Cables
Hydraulic Crimping Presshead Accessories
Pre-Rounding Conductor (For Sectoral Cables)
Ensure all aluminium conductors are thoroughly cleaned using approved and suitable cable cleaning wipes prior to crimping.
From the table select the Cembre adaptors and pre-rounding dies for the appropriate conductor size.
Insert the upper adaptor Cembre AU130- and lower adaptor AC130–P into the head as per below.
Insert the pre-rounding die (94) into the AC130–P adaptor.
Position the conductor into the pre-rounding die (95) and locate the pre-rounding die (95) in the adaptor AU130.
Ensure that the pre-rounding die is correctly located in the adaptor with its upper slot in line with the internal adaptor pins.
Release the hydraulic pressure and remove the compacted round conductor.
Die Insertion
Connector Cable Crimping
Remove the pre-rounding dies and the adaptor AC130–P from the presshead.
From the table select the containing die and indentor recommended for the conductor size.
Insert the indentorinto the ram (09).
Insert conductor into the connector.
Locate the connector into the containing Cembre die then locate the containing die in the adaptor.
Commence indent crimping from the barrel end for both splices and terminals following the sequence shown below:
For every operation ensure the die is correctly located in the adaptor with its upper slots in line with the internal adaptor pins
Each indenting operation is completed when indentor and die are fully closed; it is recommended to continue pumping until the maximum pressure valve is activated and a “click” is heard
Adaptor Fitting & Removal
Insert the upper adaptor AU130 (98) into the U-fork head (14) until secured by the locators (15).To remove the adaptor from the U-fork head, push the adaptor from the locators and slide out
To insert the adaptor AC130–P(91), press the die release pin (12).
Insert the adaptor into the seat of the ram (09), until secured by the retaining pin (11). To facilitate this operation, an advancement of 3÷4 mm (0.11 – 0.16 in.) of the ram (09) is suggested. To remove the adaptor, press the die release pin (12) and slide the adaptor from the ram (09).
Uploaded by Chris Dodds - Thorne & Derrick Sales & Marketing Manager
Cembre ECW-H3D
Thorne & Derrick International are Main UK Stockists and Suppliers of Cembre tools including crimping and cutting types for all constructions of LV MV HV cable including medium/high voltage 11kV/33kV power cables.
The following short article provides useful instructions about how to correctly select and position dies in the Cembre presshead model ECW-H3D – the tool is used primarily to joint and terminate lugs or connectors on LV MV HV cables including 11kV/33kV medium/high voltage electrical systems with a range of 500-630sqmm conductors.
Cembre ECW-H3D comes complete with complete with male quick automatic coupler for connection to a hydraulic pump with a working pressure of 10,000 psi max.
For competitive prices, stock availability and technical advice about the Cembre ECW-H3D tool please do not hesitate to contact us.
Cembre ECW-H3D
Selecting & Positioning Die Sets
Fig 1 Die Assembly & Positioning
Die Assembly (Fig 1)
Dedicated Dies
Select the appropriate die set for the connector to be crimped using ECW-H3D tool
Extract the die retaining pin (09) from the tool head
Insert the lower die (26b) and align the groove (30) in the die, with the guide pins (15) in the crimp tool presshead
Insert the upper die (26a) into the tool head
Insert the die retaining pin (09) in the head and through the upper die. Ensure the spring loaded pin (10) is fully released
Semi-circular Dies
Select the appropriate die set for the connector to be crimped using ECW-H3D tool
Extract the die retaining pin (09) from the tool head
Insert the lower half of adapter Cembre AU230-130D (31b) and align the groove (30) in the adapter, with the guide pins (15) in the head
Insert the upper half of the adapter Cembre AU230-130D (31a) into the head
Insert the die retaining pin (09) into the head and through the adapter. Ensure the spring loaded pin (10) is fully released
Press pin (35) on lower part of adapter, AU230-130D and insert one half of the die set until secured by locking pin (34)
Press pin (32) on upper half of adapter, AU230-130D and insert the other half of the die set until secured by locking pin (33)
♦ Warning: Before carrying out further operations make sure the die-stop pin is completely inserted; a partial insertion may cause damage to the head.
Dies Positioning
Insert the conductor into the connector.
Locate the connector between the dies at the desired crimp position. – Operate the pump until the dies touch the connector barrel
♦ Warning: Make sure that dies are exactly positioned on the area to be crimped; otherwise re-open dies and reposition the connector.



 conductor on BS7870 Concentric & Split Concentric cables.
conductor on BS7870 Concentric & Split Concentric cables.