uploaded by Chris Dodds | Thorne & Derrick Sales Marketing Manager
Working with Anixter, Thorne & Derrick are supplying heat shrink cable sheath repair kits to reinstate and repair cable damage to BS6883 offshore cables (600/1000 volts low voltage) – during installation of the offshore type cables(BS6883) the bending radius was exceeded causing stress cracks and splits on the EPR rubber insulation.
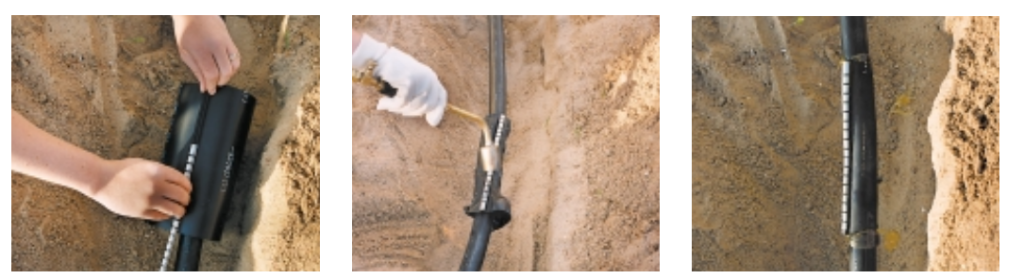
The lay-flat wrap-around design of heat shrink cable repair kits enable fast and reliable repairs to cable damage without resort to cable jointing or electrical circuit isolation.
The damaged cable can be repaired mid-circuit without resort to disconnection of the cable at the point of cable gland or cable termination. The damaged cables with an outside diameter of 19mm are to be repaired using 250no lengths of pre-cut sections of SPS SWRS 50-15 heat shrink repair kits.
The dielectric strength of a wraparound repair sleeve is minimum 11kV-12kV per mm of thickness and after recovery the heat shrink will provide a 2mm wall thickness.
This level of re-insulation is sufficient to seal and protect the cable and provide some additional insulation. However, whilst a heat shrink wrap sleeve is an excellent choice to repair low and high voltage cables, if any damage to the conductive screen or primary insulation on high voltage cable is evident, removing the damage and fitting a cable joint would be the recommendation.
Heat Shrink Cable Repair Kits
SPS SWRS Specification
Item
Test Condition & Material
Requirement
Bursting Strength
Test Temp: 23±5°C
Min 3000N
Thermal Ageing Bursting Strength
168Hrs at 150±2°C (After Free Shrinkage)
Min 5000N
Dielectric strength
Electrode Surface Dia: 6mm. Weight: 50±2gms. Voltage Steps: 2kV/20sec
Min 12 kV/mm
Split Resistance
Temp: 200±2°C. Test time 23±3°C
No split Propagation
Carbon Content UV Res of Out/layer
Heating Rate: 20°C/min. Gas Flow Rate: 300cc/min
Min 2.5%
Cold Crack Resistance
Test temp: ≤-40°C
No crack
Resistance to Aggressive Media
Bursting Strength
Test Media: Fuel Oil, Petroleum Jelly. Test Temp: 70 ± 2°C
Min 2000N
Environmental Stress cracking
10% Igepal Co 630. Solution Immersion Time: 30 days
Test Temp: 50 ± 3°C
Position the wraparound sleeve over the cable damage, joint or splice and close the metal channel
Apply heat using the heat shrink gas torch to shrink the sleeve onto the cable sheath and melt the adhesive liner
The finished sleeve is allowed to cool creating moisture proof and corrosion resistant cable seal
T&D are the largest UK distributor for SPS (Shrink Polymer Systems) and stock an extensive range of SPS 11kV and 33kV heat shrink cable joints and cable terminations.
LV Cable Joints (Low Voltage Cables)
Thorne & Derrick stock and distribute LV Joints in Cold Shrink, Heat Shrink or Resin Cast technologies – multicore and multi-pair cable joints are available for immediate backfill and energisation of Low Voltage power, control and instrumentation cables 600V/1000V 3.3kV.
Branch joints are encapsulated with two-part resin for electrical insulation and mechanical protection. Low voltage branch joints are suitable for both cut and uncut mains XLPE or PILC insulated power cables. For applications up to 1000 volts, the cable joints may be resin filled under load conditions.
Sicame Connectors
Connectors
Sicame connectors feature shearbolt technology for fast, simple cable jointing without resort to compression tooling and associated die sets – ideal for cable jointing metric to imperial, dissimilar sized and type conductors.
Cable Joint Connectors
Service branch and mains cables can be 2, 3 or 4 core cables – branch joints can be supplied without requiring the mains cable to be cut (“uncut mains”) using the appropriate shearbolt mechanical connectors.
Armoured Cables
Earth continuity across wire armoured or braided cables is achieved by using copper earth braid and constant force springs.
Thorne & Derrick stock the full range of 3M Scotchcast Resin Branch Cable Joints for 600/1000V low voltage cable jointing applications for installation underground, overground or underwater – this includes both polymeric (XLPE) and paper (PILC) insulated cables.
Scotchcast
3M Scotchcast Branch Joints are easy to install by the jointer, cost effective and time efficient for reliable power cable jointing to repair and maintain LV electrical distribution systems.
The branch resin cable joints have a one part mould body construction and a unique top seal and fixing clips, making the installation process simpler and reducing the chance of resin leakage. The LV resin joints have foam seals at each end of the mould body meaning there is no need for sawing or taping.
Resin cable joints specially modified for oil, petrochemical, gas, mines, telecoms, rail and industrial cables are available – suitable for direct burial (underground), water immersion, hazardous area zone location or onto cable containment.
Straight/Inline
Branch (T or Y)
Multi-Service
Transition
Pot-end Joints
3M Scotchcast Low Voltage LV Resin Branch Cable Joints Kits
One part cable joint mould construction – quick simple installation
Top seal and fixing clips – reduced chance of resin leakage from joint shell
Complete with 3M Scotchcast premium 2 part cable joint resin
Branch cable joints rated up to and including 1.9/3.3kV
3M SCOTCHCAST LV RESIN CABLE JOINTS
Specialist cable joints using 3M resins are available for extreme operating conditions and hazardous area zone locations with resistant to flame, fire and hydrocarbons:
Resin Cable Joints – Features & Benefits Of 3M Scotchcast Cable Jointing Systems
LV Cable Joints (Low Voltage Cables)
Thorne & Derrick stock and distribute LV Joints in Cold Shrink, Heat Shrink or Resin Cast technologies – multicore and multi-pair cable joints are available for immediate backfill and energisation of Low Voltage power, control and instrumentation cables 600V/1000V 3.3kV.
uploaded by Chris Dodds | Thorne & Derrick Sales Marketing Manager
3M Scotchcast
Flexible Cable Joints
The port authority and container handling industry is a key component in the backbone of the British economy. Directly employing 117,200 workers, contributing £7.9 Billion to the UK economy and providing £2 Billion in taxes as reported by Oxford Economics.
It is therefore essential that the industry runs in an efficient and seamless manner.
The uninterrupted supply of electrical power as well as and the redevelopment and expansion of ports around the UK means there are many kilometers of LV cable being used within the shipping industry.
Cable Joints
Conductix-Wampfler Flexible Cables – Maintaining Their Flexibility With 3M M20, M30 And M40 Cable Joints
Cables
Conductix-Wampfler are manufacturers of flexible LV cables used within the port authority and container handling industry. Cables are typically stored on large cable reels meaning they must be intrinsically flexible. This allows the cable to be reeled around a drum and re-coiled when required.
The cables have a multitude of special features, all of which enable the cables to be used effectively and efficiently within the industry. These features include:
An outer sheath with extreme resistance to aggressive environments
Very high resilience due to a very short lay stranding
High axial rigidity thanks to interlinked inner and outer sheaths
Great resistance to corkscrew due to reverse twist stranding
Stable construction and geometry based on extruded fillers
Conductix Wampfler Flexible Cable Reels
When multiple lengths of cable are being jointed together, it is imperative that their flexibility and bend radius is not compromised by the cable joints being used. The 3M Scotchcast M Series of cable joints and repair kits are a flexible, cold pour resin system designed for the permanent jointing and repair of flexible cables – this includes single and multi-core LV power cables.
Jointing Cables
Once installed, the 3M Electrical flexible cable joint using Scotchcast resin provides a waterproof seal that will not be compromised during cable installation. The flexiblity of the 3M Scotchcast M20, M30 and M40 range is such that they will remain intact and continue to perform during frequent coiling of the cables and direct burial or submerging of the joint.
Conductix Flexible Cables In The Shipping Industry
Other benefits of the 3M Flexible Cable Jointing And Repair System include:
Simple installation
Non-vulcanising meaning no cost equipment is needed to install
Drastic reduction in repair times compared to vulcanising
Safer system due to the fact no heat is required to install the joint
High performance (can be reeled without the risk of sagging)
Provides a permanent joint/repair
Flame retardant resin
3M Flexible Cable Jointing And Repair System
Flame, weather and abbrasion resistant, the 3M M20, M30 and M40 flexible cable joints are easy to install and available in a range of 3 sizes as shown below and are suitable for use on cables ranging from 40mm O/D up to 150mm O/D.
The resin to be used with this kit is supplied separately and only the 3M 2130 Flexible Resin is suitable for use with this range of kits.
3M Scotchcast Flexible Cable Jointing and Repair System Specifications
Kit No
Cable Size – Min (mm)
Cable Size – Max (mm)
Max Length Of Joint (mm)
Mould Length
(mm)
Quantity Of Resin Needed For Joint (Grammes)
M20
40
63
360
510
1200 (2xC Size Packs)
M30
47
100
520
740
2220 (3 x C & 2 x B Size Packs)
M40
27
150
813
1118
3600 (6 x C Size Packs)
Video: Conductix Wampfler Pre Assembled Festoon Systems – Fast & Easy Installation/Retrofit On-Site
LV Cable Joints (Low Voltage Cables)
Thorne & Derrick stock and distribute LV Joints in Cold Shrink, Heat Shrink or Resin Cast technologies – multicore and multi-pair cable joints are available for immediate backfill and energisation of Low Voltage power, control and instrumentation cables 600V/1000V 3.3kV.
Cable Type: LS Cable 240kV 3000 KCMIL XLPE Cable Circuit
Cable Jointer: Andy O’Malley (IBEW 258 EHV Cable Jointer / Cable Splicer – Allteck Line Contractors)
EHV Cable Joint
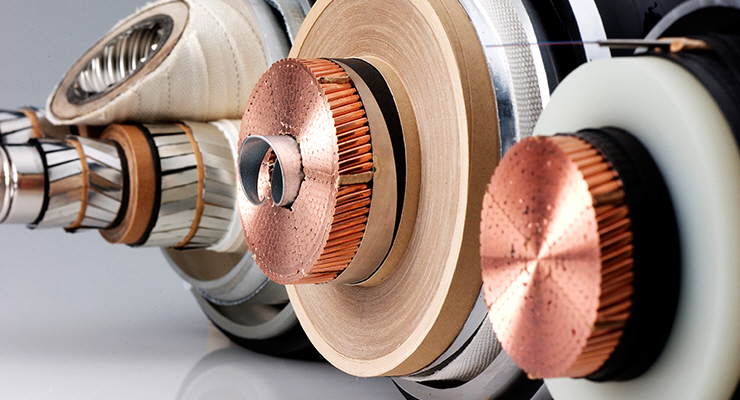
Clean joint bay and cable preparation with copper conductor, aluminium foil laminate with aluminium screen wires. Clean and perfectly straight cable installations such as this are unfortunately rare.
Cable jointing skill-sets are not automatically transferred up the voltage classes from 11kV to 33kV and onto 240kV.
Different techniques and technologies are applied to jointing EHV cables including polymeric, paper lead, oil, fluid-filled and transition jointing using ABB, Ericsson, Nexans, Brugg, Pfisterer Ixosil, Silec and Tyco type products.
Should you require any assistance with the selection or specification of cable joints or terminations please do not hesitate to contact us.
LS Cable & Systems
Extra-high voltage cables require the power network to go underground due to continuous increase of energy demand, larger transmission capacity, reliability of energy supply, safety and aesthetic issues. Among these cables, XLPE insulation cables are used widely due to their ease of handling, simpler jointing connectivity and maintenance, outstanding electrical features and other benefits.
XLPE Cables
The basic material for XLPE is polyethylene, which is chemically transformed to cross-linked polyethylene (XLPE) through the cross-link reaction of organic peroxides. The cross-link method for polyethylene was developed in the United States during the 1950’s and has since been continuously developed for application to higher voltage cables. Higher voltages are increasingly being required and now 500kV XLPE cables have already been commercialized by LS Cables.
Subscribe now to our POWER NEWSLETTER– a monthly email circulation packed with news, projects, videos, technical tips, training information, promotions, webinars, career opportunities and white papers.
Includes access to our popular JOINTERS BLOG with contributions from utility professionals, linesmen and cable jointers working on MV HV EHV cables and overhead lines typically at 11kV, 33kV, 66kV and up to 132kV.
15,000+ Subscribers. ➡
Ellis Patents Cable Cleats
Cable Cleats
uploaded by Chris Dodds | Thorne & Derrick Sales Marketing Manager
Ellis Patents based in the UK are world leading manufacturers of cable cleats and cable clamps used to clamp and support LV-MV-HV cables – this includes 11kV-33kV medium/high voltage power cables in single, trefoil or bundled formation.
Ellis Patents are global leaders in the innovation and manufacture of nylon cable cleats, aluminium cable cleatsandstainless steel cable cleats – Ellis satisfy the operational requirements of the construction, oil, gas, rail, utilities, wind energy and power generation industries.
Stephen Walton Technical Director Ellis Patents
Stephen Walton, Technical Director of the world’s leading cable cleat manufacturer, Ellis Patents, recently bought a home in need of complete renovation. While pondering how he could extend the number of hours in a day in order to get the project finished, he also found himself asking the age old question – ‘Why don’t they build them like they used to?’
“Taking on a renovation project probably isn’t the most sensible thing I’ve ever done; especially when you consider I have a challenging full-time job and a rapidly growing son. But my wife and I had been in the same house for ten years, and it was fair to say we’d outgrown it.
We could have bought a brand new house on a nearby development, but instead we opted for a 1930’s property that needed fully refurbishing.
Why? Well, in my experience buildings today are built for a price, and not for the long term – a view that has been backed up by many of the tradesfolk who have been to the new house, and have all commented on the build quality of it compared to today’s new build homes.
I realise this sounds like I’m teetering on the edge of a grumpy old man rant about how things were better in the old days, but I’m not. I believe we live in the most exciting of times, and that the technology we have access to enhances our lives in a myriad of ways – whether at home, work, play or anywhere in between.
But advances in technology don’t necessarily mean improvements. In the 1930s, houses were built in a robust way as the mentality was different. Yes, cost was an issue, but longevity was key. Over the following 90 years industry mastered the art of producing products that will survive the required life span, but no more.
Described as the bathtub curve, this approach has been developed so costs can be cut to the bone, while products will only last as long as absolutely necessary. Some consider this is efficient, but for me it’s a clear case of going too far in the pursuit of margin.
The Hackitt Report, which was commissioned following the Grenfell Tower tragedy, takes a hard hitting attitude towards bathtub building methods; citing a lack of responsibility and commitment to safety in the industry.
The report insists on major change, in particular that systems as a whole are considered, rather than individual manufacturers testing their own products in isolation, which is very much accepted current practice.
Earlier in my career I worked in the subsea oil and gas industry, and during that time the Gulf of Mexico Macondo incident led to the kind of sweeping change that Dame Hackitt want to see.
The industry had become complacent and a series of failures contributed to the disaster. Post Macondo, documentation requirements increased significantly, and many more FMECA reports were needed.
Applauding what the subsea, oil and gas industry has achieved is easy, but a great deal of that has been down to exceptional internal housekeeping.
In contrast, the task the construction industry has been set requires wholesale change from manufacturers up – and once again that brings the bathtub curve back into play.
At Ellis we design, manufacture and supply cable cleats that are tried, tested and trusted around the world. We rigorously short-circuit test all of our cleats to ensure they will do the job they are designed for – that is to keep powerful electrical cables secured in short-circuit situations. And we don’t stop there.
We offer project specific testing, so that those specifying and installing our cleats do so safe in the knowledge that they are perfectly suited for that particular project. And still we don’t stop.
We are called in with increasing regularity by the likes of Siemens, Balfour Beatty and National Rail, to design bespoke solutions to solve problem installations or help consign health and safety issues to history.
Over the years we’ve banged the drum about the importance of cable cleats; reacted to a veritable flood of cheap and unsafe markets by focusing on the vital importance of correct specification; celebrated the introduction of British, European and International standards governing the use of cleats; and welcomed the arrival of others to into the market who read from the same hymn sheet as we do.
What this has all meant is that today I can confidently state the vast majority of cable cleats specified and installed in any major project, virtually anywhere in the world, are selected because of their proven quality as opposed to being selected solely on price. A position that certainly means the bathtub curve has been smoothed over.
But moving forward will this victory for quality over cost be enough? And if not, where does the responsibility for whole system testing fall? Individual manufacturers coming together to test and sell whole project solutions as opposed to their own, often highly specialised, products? Specifiers? Contractors? Installers?
Sitting in the stripped down shell of my 1930s refurbishment project, I feel whole system testing is a step too far. This house was built at a time when buildings were built to last, and the quality of products used during construction were deemed far more important than their cost.
If, post Hackitt, the building industry can return to those days – and thus shelve the cheap and often unsafe products that have been responsible for so much heartache –; then the question we’ll be asking in years to come will no longer be “why don’t we build them like we used to?”, but “why didn’t we always build them like this?”
T&D are Specialist Distributors to UK Distribution Network Operators (DNO’s), NERS Registered Service Providers, ICP’s and HV Jointing Contractors of an extensive range of LV, MV & HV Jointing, Earthing, Substation & Electrical Eqpt– this includes 11kV/33kV/66kV joints, terminations and connectors for both DNO and private network applications.
Contact our UK Power Team for competitive quotations, fast delivery from stock and technical support or training on all LV-HV products.
klauke ekm60unv – universal cutting, crimping & punching tool The Klauke EKM 60 UNV is a versatile battery powered hydraulic universal tool engineered that can be used as a battery powered cable crimping tool and battery operated cable cutting tools that comes...
INDUSTRIAL LABEL PRINTING SOLUTIONS When clear, durable and professional identification is required across control panels, cable systems, production facilities and industrial installations, print quality, reliability and ease of use are critical. Cembre industrial label printers are designed to support...